 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng Việtمصمم لتعزيز كفاءة تحديد المواقع لمحور أداة الآلة - AC200-CS
نظرة عامة
منذ الإعلان عن محول التردد العام VEICHI AC200، فقد نجح في تحسين كفاءة نظام القيادة لعملائنا بشكل كبير بفضل أدائه الممتاز وموثوقيته الممتازة. وعلى أساس التحكم في ناقل الحلقة المغلقة عالي الأداء لمحول AC200، يدمج محول VEICHI AC200-CS تقنية تحديد المواقع عالية الدقة، ويدمج التحكم في السرعة والتحكم في الموضع والتحكم في عزم الدوران في وحدة واحدة ككل عضوي، ويحقق التحكم في محرك المغزل بالسيرفو ذي الحلقة المغلقة. باعتباره نظام القيادة الرئيسي لأداة الماكينة، يمكن لمحرك سيرفو المغزل AC200-CS تحقيق طحن عالي الدقة، وتحويل، وطحن ومعالجة أخرى، مما يوفر للعملاء مجموعة كبيرة ومتنوعة من حلول معالجة أداة الماكينة الفعالة.

VEICHI AC200
برنامج النظام
في هذه المقالة، نقدم بشكل أساسي تطبيق محرك سيرفو المغزل AC200-CS على مغزل المخرطة. باعتبارها وحدة قيادة المغزل، تتعاون AC200-CS مع أوامر نظام CNC، وتنفذ تعديل سرعة المغزل وتحديد موقعه، وتكمل عملية النقر الصلب.
مخطط بنية النظام
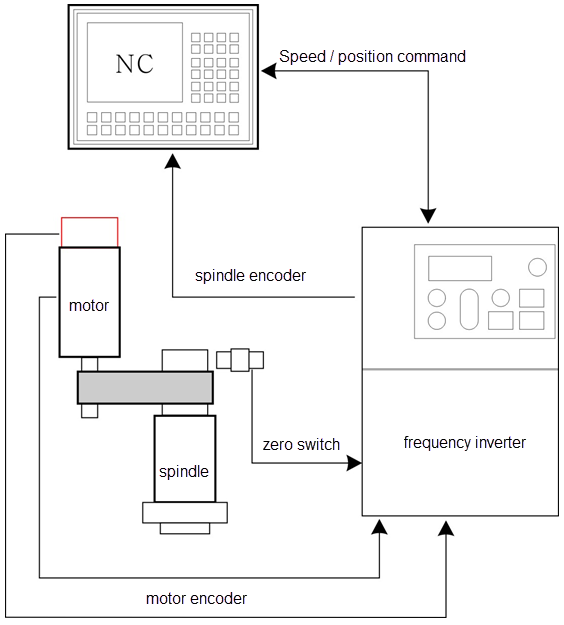
مخطط بنية النظام
تدفق المعالجة وخطوات التشغيل
(1) قبل التشغيل، قم بتدوير المغزل يدويًا، واضبط موضع المغزل على الموضع المحدد، واستعلم عن معلمة القيادة C-40 (زاوية تيار المغزل)، وأدخل قيمة المعلمة إلى المعلمة F9-37 يدويًا.
(2) ابدأ تشغيل الماكينة الأداة، قم بتثبيت التركيبة وقفل المقبض. أدخل M03 أو M04 (أمر تشغيل المغزل الموجب/السالب)، واضبط السرعة من خلال الإشارة التناظرية، ثم ينتقل المغزل إلى الدوران عالي السرعة ويذهب الدوران إلى المحطة للدوران.
(3) عند اكتمال عملية الدوران، يعطي نظام CNC الأمر M19 (وضع المغزل)، وسوف يدور المغزل إلى الزاوية المحددة.
(4) عند دوران قطعة العمل إلى الزاوية المحددة، ستعطي آلة CNC الأمر M29 (النقر الصلب)؛ وسوف يتبع المغزل رقم النبضة الذي أعطته أداة الماكينة، حتى اكتمال قطعة العمل.
(5) بعد اكتمال المعالجة، يتم تحرير المقبض وتغلق أداة الماكينة.
ميزات AC200-CS
الأداء
أ. صلابة التردد المنخفض:
يمكنه إخراج 180% من عزم الدوران المقدر عند 0.5 هرتز، مما يضمن ثباتًا عاليًا وموثوقية لقطعة عمل أداة الماكينة بسرعة منخفضة. في حالة السيرفو الصفرية وحالة الحمل المقدر، يمكن إكمال أسرع استجابة في غضون 50 مللي ثانية، والتأكد من أن المغزل دائمًا في حالة توقف.
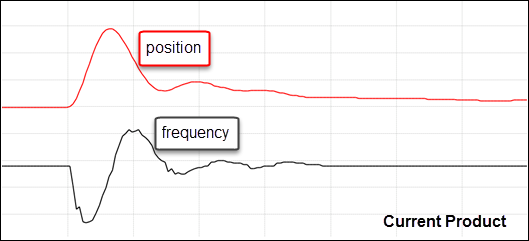
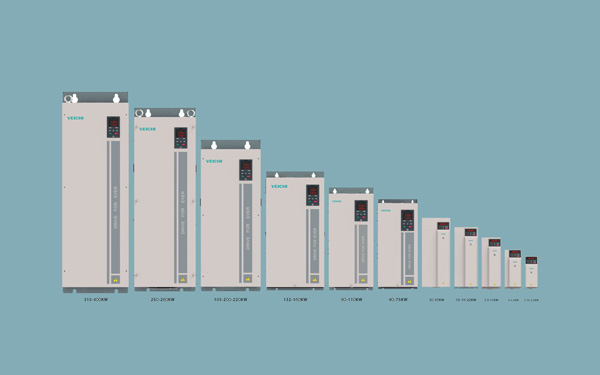
المنتج الحالي
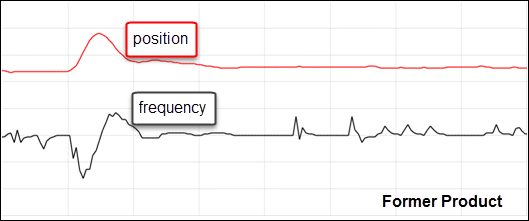
المنتج السابق
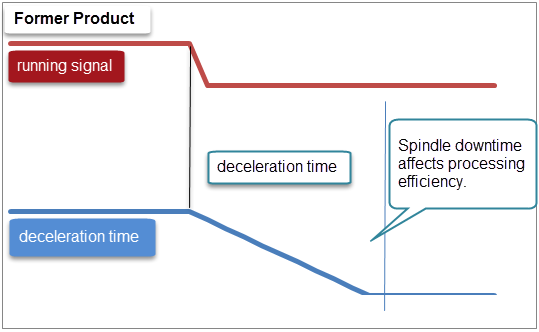
fore product deceleration time
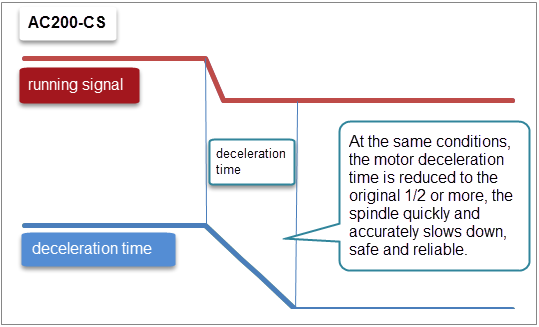
وقت تباطؤ AC200-CS
ج. عزم دوران كبير عند التردد المنخفض، قدرة قوية على المجال المغناطيسي الضعيف
يمكنه تلبية دقة تشغيل المغزل فوق 5000 دورة في الدقيقة، ولكن يمكنه أيضًا تلبية النقر الصلب أقل من 40 دورة في الدقيقة.
قابلية تطبيق قوية
يمكن تطبيقه على جميع أنواع أدوات الآلات ذات التحكم الرقمي بالكمبيوتر، القادرة على تشغيل ماكينة الطحن ذات التحكم الرقمي بالكمبيوتر، ومخرطات التحكم الرقمي بالكمبيوتر، وماكينة الحفر ذات التحكم الرقمي بالكمبيوتر، وماكينة الطحن ذات التحكم الرقمي بالكمبيوتر، والمغزل وغيرها.
يمكنه تكييف محرك المغزل المؤازر بالتيار المتردد، ومحرك التردد المتغير، والمحرك غير المتزامن ثلاثي الطور.
أدوات الآلات ذات التحكم الرقمي بالكمبيوتر
التطبيق المميز
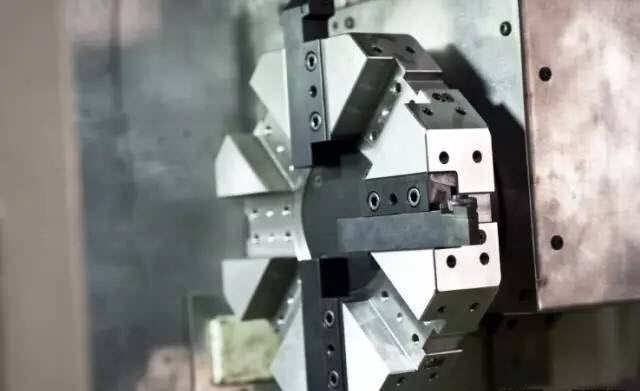
التحكم في الفهرسة شبه المتوقفة للمغزل ذي الثمانية أجزاء: يمكن أن تكون دقة التوقف الدقيقة لمعالجة قطعة العمل المخرطة دقيقة إلى 0.1 درجة أو أقل في حالة تحديد المواقع للمحاور المتعددة المستمرة، وموضع الزاوية التعسفي 360 درجة، وتحديد المواقع المستمر ذي الثمانية أوضاع.
النقر الصلب: دعم النبضة + الاتجاه، أمر إدخال النبضة المتعامدة AB، يمكن أن تصل السرعة القصوى للنقر الصلب إلى 5000 دورة في الدقيقة، وخطأ النقر في حدود نبضة واحدة.
وضع متعدد الأجزاء داخليًا مكونًا من أربعة أجزاء: يتم ضبط معلمة أمر الموضع الداخلي لكل قسم بشكل مستقل، ويمكن وضع موضع واحد أو متعدد الأجزاء دوريًا لتسهيل تخطيط المستخدم لمسار المغزل.
عودة الأصل: ضمان العودة التلقائية إلى الأصل المحدد بعد اكتمال قطعة العمل في كل مرة. يمكن تركيب مفتاح الصفر على جانب المغزل، ومن خلال هذه الوظيفة، يمكن أيضًا تحقيق إيقاف نبضي صفري خارجي.
نسبة التروس الإلكترونية: لتحقيق نسبة محرك الحزام المتزامن (غير 1: 1) لتطبيقات معالجة أدوات الآلة CNC.
يمكن أن تكون دقة قطع العمل التي يتم قطعها ومعالجة الإيقاف الدقيق دقيقة إلى 0.1 درجة أو أقل.

محرك سيرفو المغزل الرئيسي







 Leave a Message
Leave a Message