 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng Việtتطبيق VEICHI AC300 في نظام التحكم في النقل المتزامن
نظرة عامة
مع التطور المستمر للمجتمع والتقدم السريع للعلوم والتكنولوجيا، هناك حاجة إلى التحكم في المزيد والمزيد من مواقف العمل الميكانيكية بشكل متزامن. من أجل تحسين كفاءة الإنتاج، يتم أتمتة عمليات الإنتاج والمعالجة الحديثة والإنتاج المستمر. لذلك، يتم طرح متطلبات أعلى فيما يتعلق بالموثوقية والاقتصاد ونسبة السرعة وأداء المزامنة لمحرك الدفع. في الوقت الحاضر، هناك تحكم متزامن شائع في صناعات النسيج والآلات والألياف الكيميائية والصلب والطاقة الكهربائية والورق والأغذية والمواد الكيميائية والبترول والخشب وغيرها. يتمتع عاكس VEICHI بحالات تطبيق ناجحة ذات صلة في هذه الصناعات. فيما يلي بعض التطبيقات البسيطة ذات الصلة.
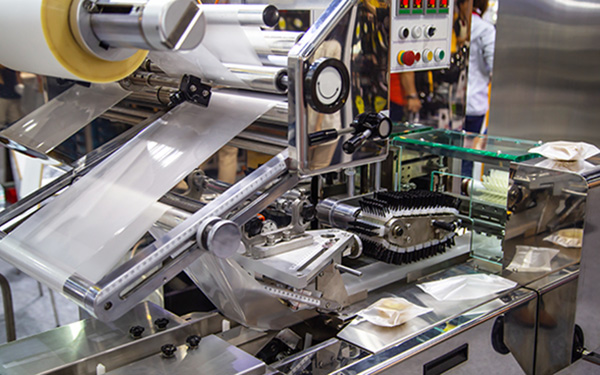
تطبيق عاكس AC300 في التحكم المتزامن لآلة التشكيل
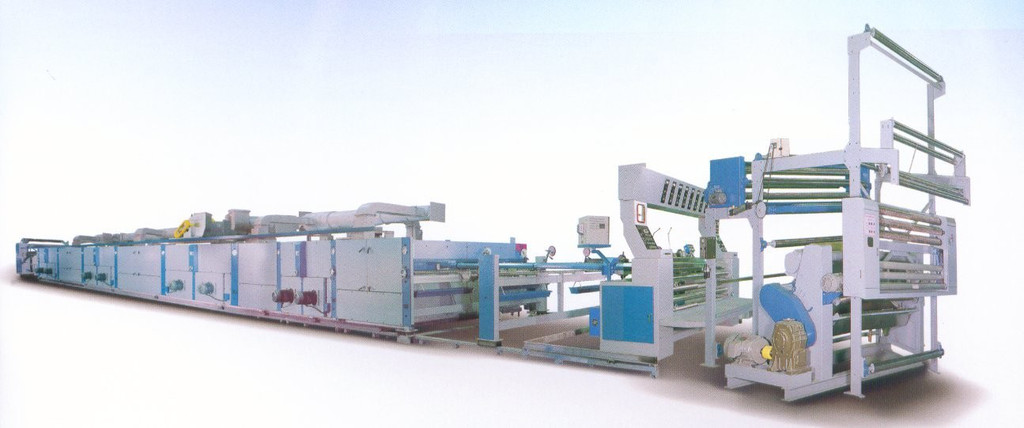
1. مبدأ عمل آلة الضبط
يتم تغذية القماش غير المشكل في الآلة بواسطة المجرد المسطح، وتقوم الآلة تلقائيًا بربط طرفي القماش بلوحة الإبرة. يدخل طرفا لوحة الإبرة الفرن بخطوة التشغيل الميكانيكية، ويتم تسخين الفرن بالكهرباء، ويتم نفخ المروحة. بعد عدة أفران متتالية بدرجة حرارة ثابتة من أقسام درجات حرارة مختلفة، وبعد الدخول إلى الطرف الخلفي، وبعد التبريد والكهرباء الساكنة، تسقط الأرجوحة في القماش، ويصبح القماش مقرمشًا وجميلًا.
2. تكوين آلة التشكيل ودور كل جزء
تتكون آلة التشكيل بشكل أساسي من خمسة أجزاء: جزء التغذية، ووحدة تغذية النسيج، والسلسلة، والفرن، وجهاز توزيع القماش.
(1) جزء التحميل
الهيكل بسيط نسبيًا، ويتكون من حوض ولفافة. يدخل القماش الحوض، ويحمل المادة الكيميائية، ثم يضغط على المادة الكيميائية الزائدة من خلال اللفافة لتنظيفها. لذلك، تكون المادة الكيميائية على القماش موحدة للغاية، وهو شرط أساسي للحصول على قماش تصفيف عالي الجودة. يجب ملاحظة هنا أنه من الضروري الانتباه دائمًا إلى ما إذا كان الضغط على الجانبين الأيسر والأيمن من اللفة متسقًا. وإلا، فإن الجانب الذي به ضغط أقل سيتم تحميله بشكل أكبر، بينما سيكون الجانب ذو الضغط الأعلى به مادة أقل، وستكون للقماش مشاكل جودة غير متسقة.
(2) وحدة تغذية النسيج
إن محاذاة النسيج على الماكينة الثابتة هي محاذاة النسيج الكهروضوئية Mahlo RFMC94H. يوجد أربع مجموعات من المستشعرات على محاذاة النسيج الكهروضوئية Mahlo. يتكون كل مستشعر من جزأين، مضيء وحساس. يعتمد جزء العمل على نظام هيدروليكي. عندما يتم إرسال إشارة الحجم المائل مرة أخرى إلى لوحة التحكم، ستصدر لوحة التحكم أمرًا لتشغيل النظام الهيدروليكي لضبط زاوية الأسطوانة المنحنية أو الأسطوانة المستقيمة لتصحيح النسيج. على وجه التحديد: عندما يكون مركز القماش مختلفًا عن الجانبين، ستتحرك الأسطوانة المنحنية؛ عندما يكون هناك فرق بين اليسار واليمين، تتحرك الأسطوانة المستقيمة.
مغذي اللحمة
(3) جزء السلسلة
يتم إنتاج العارضة الموجودة على آلة الضبط بواسطة السلسلة. يتم تشغيل سلسلة آلة الضبط بواسطة المحرك عالي الطاقة بالقرب من القماش المتساقط. السلسلة مزودة بلوحة إبرة. عندما يدخل القماش السلسلة، يتم الضغط على القماش بواسطة عجلة الفرشاة الموجودة على عجلة الضغط. على الإبرة الصغيرة الموجودة على اللوحة، يمكن للقماش دخول الفرن تحت قيادة عمودين من السلاسل. يختلف هذا النوع من الأعمدة في الآلة عن القوالب النمطية الأخرى. يمكنها التحكم في سحب كل إبرة لتحقيق نتائج جيدة. لا يمكن لبعض آلات الضبط ضبط الإبر. في شكل مستطيل أو شبه منحرف.

جزء السلسلة
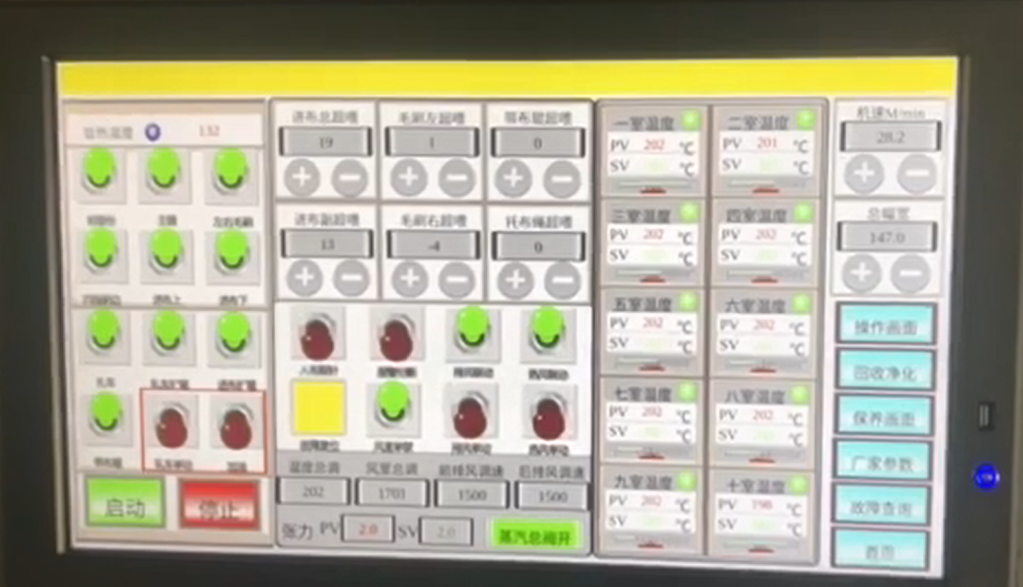
(4) جسم الفرن
تحتوي ماكينة الضبط على ثماني مجموعات من الأفران، ويتم رش الهواء باستمرار على سطح القماش بواسطة الفتحات الدقيقة الموجودة على إطار النفاث على شكل نجمة تحت تأثير المروحة الدائرية. بعد ملامسة الهواء الساخن للقماش المبلل، تنخفض درجة الحرارة وترتفع الرطوبة، ويتم تفريغه من الفتحة الكبيرة الموجودة في إطار النفاث على شكل نجمة، ويمر عبر شبكة الفلتر، ثم يتم تدويره باستمرار بواسطة المبادل الحراري. يقع المبادل الحراري أسفل الفلتر والفحم الساخن عبارة عن زيت ساخن. يحتوي المبادل الحراري على العديد من الزعانف الرقيقة لتبادل الحرارة بكفاءة.
(5) القماش المتساقط وجهاز اللف
يمكن ترتيب ماكينة الضبط بطريقتين، اعتمادًا على احتياجات الإنتاج، في شكل قطعة قماش أو لفافة. يتم تشغيل كلا الوضعين بواسطة المحرك لدفع السلسلة. عند استخدام القماش لإخراج القماش، يلزم أن تكون ثبات شد القماش مرتفعًا، ويجب أن يمر القماش عبر بكرة توجيه لضبط الشد يتم التحكم فيها بواسطة أسطوانة الهواء. في حالة القماش المتساقط، لا يحتاج القماش إلى المرور عبر بكرة ضبط الشد للتغيير من خلال دليل ثابت.
جهاز لف القماش المتساقط
3. يمكن ترتيب آلة الضبط بطريقتين، اعتمادًا على احتياجات الإنتاج، في شكل قطعة قماش أو لفافة. يتم تشغيل كلا الوضعين بواسطة المحرك لدفع السلسلة. عند استخدام القماش لإخراج القماش، يلزم أن تكون ثبات شد القماش مرتفعًا، ويحتاج القماش إلى المرور عبر بكرة توجيه لضبط الشد يتم التحكم فيها بواسطة أسطوانة الهواء. في حالة القماش الواقي من السقوط، لا يحتاج القماش إلى المرور عبر بكرة ضبط الشد للتغيير من خلال دليل ثابت.
في حالة القماش الواقي من السقوط، لا يحتاج القماش إلى المرور عبر بكرة ضبط الشد للتغيير من خلال دليل ثابت
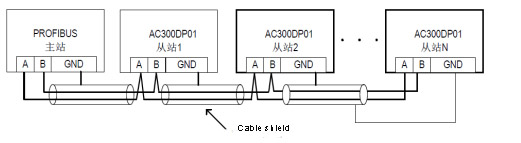
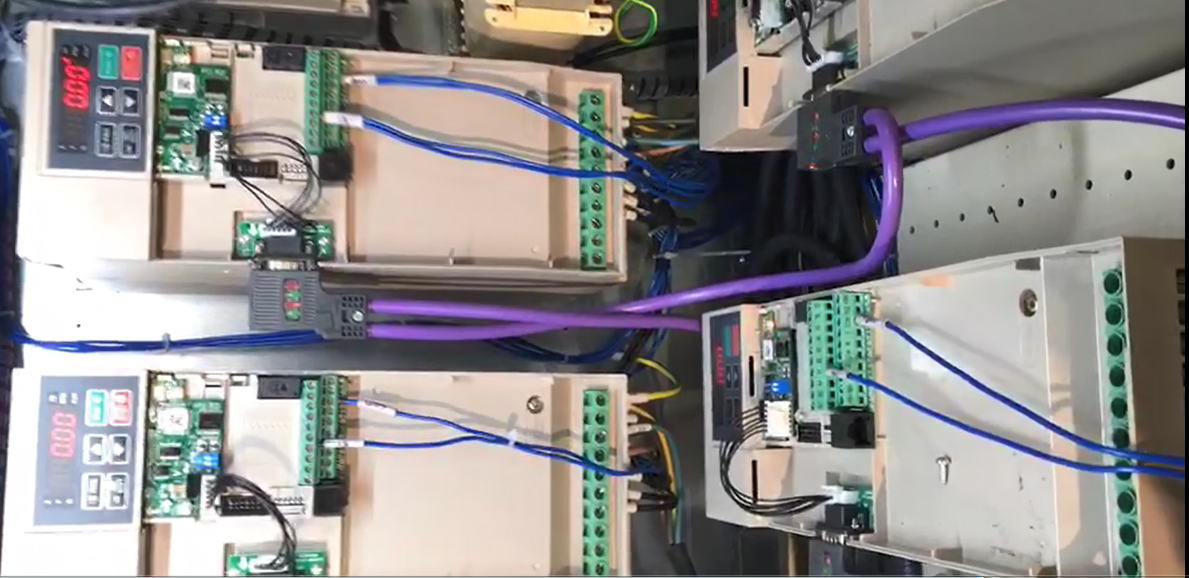
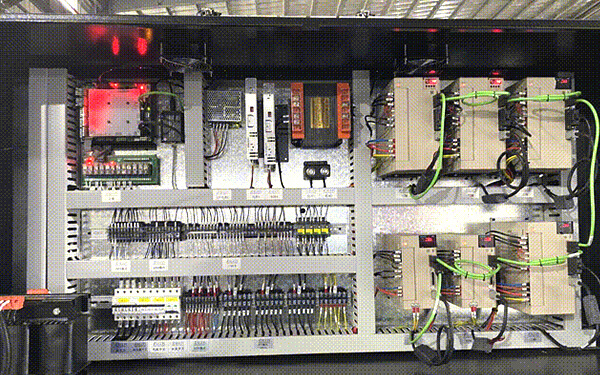
4. من أجل ضمان مزامنة كل محرك، حدد نسبة النقل الميكانيكية، وخطط لكل ارتباط نقل، والعاكس في شكل تابع والكمبيوتر المضيف من خلال وضع الاتصال (MODBUS 485 أو PROFIBUS DP)، وأرسل أمر التشغيل والتردد المعطى. تتمتع محولات التيار المتردد AC300 بقدرة استجابة ممتازة، ويمكنها الاستجابة بسرعة للأوامر الصادرة عن الكمبيوتر المضيف، وبالتالي ضمان مزامنة الجهاز.

محولات التيار المتردد AC300
إعداد المعلمات (MODBUS 485): إعداد المعلمات بسيط وسريع ومريح!
| رقم الوظيفة وقيمة الإعداد | اسم الوظيفة | رقم الوظيفة وقيمة الإعداد | اسم الوظيفة |
| F00.02=2 | تم إعطاء أمر التشغيل 485 | F00.03=6 | تم إعطاء التردد 485 |
| F13.00=1 | تحديد الجهاز الثانوي | F13.01 | عنوان الاتصال 485 |
| F13.02 | معدل نقل البيانات في الاتصال | F13.03 | تنسيق بيانات MODBUS |
إعداد المعلمات (PROFIBUS DP): يمكنك استخدام PZD1 الافتراضي عن طريق تكوين ملف GSD الخاص بنا في DP!
| رقم الوظيفة وقيمة الإعداد | اسم الوظيفة | رقم الوظيفة وقيمة الإعداد | اسم الوظيفة |
| F00.02=2 | تم إعطاء أمر التشغيل | F00.03=6 | تم إعطاء التردد |
| F13.00=1 | اختيار التابع | F13.27 | عنوان اتصال DP |
| ترسل المحطة الأساسية البيانات إلى منطقة PZD | ||
| أمر العاكس | تردد هدف العاكس | تتغير معلمات وظيفة العاكس في الوقت الفعلي |
| PZD1 | PZD2 | PZD3~PZD10 |
| بيانات استجابة العاكس مساحة PZD | ||
| حالة العاكس | تردد تردد تشغيل العاكس | قراءة قيم معلمات دالة العاكس في الوقت الفعلي |
| PZD1 | PZD2 | PZD3~PZD10 |
إعداد المعلمات بسيط وسريع ومريح
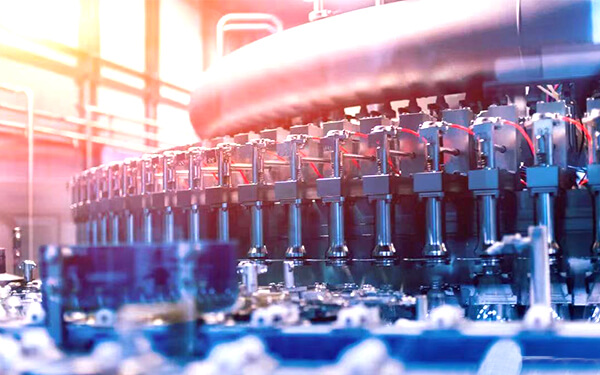
تطبيق العاكس AC300 في التحكم المتزامن في آلة المواد المركبة
1. نظرة عامة
يعتبر مركب TPU مادة مركبة من فيلم TPU مركب على أقمشة مختلفة، يجمع بين خصائص الاثنين للحصول على نسيج جديد. يمكن تشكيل TPU في فيلم عن طريق التدفق أو النفخ أو التقويم أو الطلاء. 2. يتميز الفيلم بمرونة جيدة وصلابة ومقاومة للتآكل ومقاومة جيدة للبرد وحماية للبيئة وعدم السمية. يوجد العديد من المصانع الصغيرة في الصين، ومعظمها أفلام TPU التي يتم شراؤها من مصانع أفلام خارجية، ولا تكمل سوى عملية اللصق. بعد عملية ما بعد اللصق، يجب إضافة فيلم TPU بدرجة حرارة عالية وضغط مرتفع مرة أخرى. إذا تم التحكم في العملية بشكل غير صحيح، فسوف يتسبب ذلك في تلف الفيلم، حتى الثقوب الصغيرة. يمكن لتحويل التردد التحكم في سرعة المحرك، بحيث يمكن أن يكون بطيئًا إلى السرعة العالية في عملية الإنتاج عند تطبيق الغراء. عندما يكون الفيلم غير متساوٍ في رابط معين، يمكن التحكم في المحطة الطرفية للتسريع والتباطؤ لتحقيق سرعة المحرك وتحسين جودة وكفاءة منتج TPU المركب.
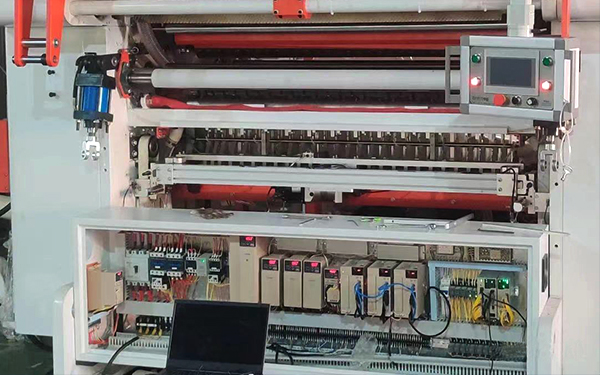
2. المجموعة الكاملة من المعدات ومبدأ العمل في آلة نقطة الغراء
تتكون المجموعة الكاملة لآلة نقطة الغراء بشكل عام من 10 مجموعات من محركات التحكم، والجسم الرئيسي، واللصق، والتجعيد، والفتح، والنقل، والتبريد بالماء، والجر، وفتحة السيليكون 1، وفتحة السيليكون 2، ووضع الفيلم. من خلال التحكم في البداية على طرف التحكم، يتم التحكم في التعديل الكلي للتحكم في سرعة المحرك بالكامل. عندما يكون الفيلم غير متساوٍ في قسم معين، يمكن تعديله بواسطة مقياس الجهد التشذيب المقابل للمحرك، بحيث يكون تردد الآلة الرئيسية والغراء والفتح والنقل وسرعة فتح فتحة السيليكون 1 و2 متسقة، وأخيرًا يتم تحقيق الإنتاج المتزامن للمنتج.

تطبيق عاكس AC300 في التحكم المتزامن لآلة المركب 1

تطبيق العاكس AC300 في التحكم المتزامن في الآلة المركبة 2

تطبيق العاكس AC300 في التحكم المتزامن في الآلة المركبة 3
3. الوظائف التي تم تنفيذها على آلة نقطة الغراء
وظيفة آلة نقطة الغراء على آلة مركب TPU: يمكن مزامنة المجموعة الكاملة من المحركات، وتحقيق سرعات متعددة، والعمل مستقر، ويجب أن يكون شد كل فيلم متسقًا. فيما يلي خصائص الآلة المركبة:
(1) فرن تجفيف خاص عالي الكفاءة لتحسين كفاءة التجفيف وتقليل استهلاك الطاقة؛
(2) استخدام طريقة لصق أسطوانة أنيلوكس، طلاء متساوي؛
(3) تحقيق التحكم المتزامن الدقيق والتحكم متعدد النقاط، وسهولة التشغيل والصيانة؛
(4) يمكن تحقيق التسارع والتباطؤ من خلال الضبط الدقيق الفردي والضبط الدقيق الكلي؛
إعدادات معلمات المضيف:
| رقم الوظيفة وقيمة الإعداد | اسم الوظيفة |
| F00.00=0 أو 1 | ليكون متسقًا مع التابع |
| F00.02=1 | التحكم الطرفي |
| F00.03=2 | (AI1 given) main potentiometer + trimmer potentiometer |
| F00.09=50 | التردد الأقصى |
| F00.11=50 | التردد الحد الأقصى |
| F00.14 | زمن التسارع (الإطار الرئيسي والتابع متسقان) |
| F00.15 | زمن التباطؤ (الوحدة الرئيسية والتابعة متسقان) |
| F01.16 | وضع التسارع والتباطؤ (الوحدة الرئيسية والجهاز التابع متسقان) |
| F02.00=1 | التشغيل للأمام |
| F13.00=1 | تعيين كمضيف |
| F13.09=0031 | يرسل المضيف تردد الإخراج التابع وأمر التشغيل، ويمكنه تعيين أمر التشغيل للإرسال وفقًا للموقف الفعلي. |
إعداد معلمة العبد:
| رقم الوظيفة وقيمة الإعداد | اسم الوظيفة |
| F00.00=0 أو 1 | ليكون متسقًا مع المضيف |
| F00.02=2 | التحكم في الاتصال |
| F00.03=6 | الاتصالات المقدمة |
| F00.04=2 | (AI1 معطى) ثنائي القطب مقياس الجهد لضبط التردد بدقة. إذا كانت سرعة الجهاز التابع والمضيف غير متسقة أثناء تنظيم السرعة، فيمكن تعديل مقياس الجهد. |
| F00.05=1 | اضبط القناة A كمصدر مرجعي، واضبط تردد القناة B = مصدر مرجع تردد القناة B × القناة A (قيمة التردد المطلقة المحددة / التردد الأقصى)، لأنها في وضع الضبط الدقيق، لذا يوصى بضبط F00.05 على 1، وليس على 0 |
| F00.06=2 | وضع مجموعة الترددات القناة A+ القناة B |
| F00.09=50 | التردد الأقصى |
| F00.11=50 | تردد الحد الأقصى |
| F00.14 | زمن التسارع (الإطار الرئيسي والتابع متسقان) |
| F00.15 | زمن التباطؤ (الوحدة الرئيسية والتابعة متسقان) |
| F01.16 | وضع التسارع والتباطؤ (الوحدة الرئيسية والتابعة متسقان) |
| F13.00=0 | ضبط على تابع |
| F13.00=1, 2, 3, 4...... | ضبط عنوان التابع وفقًا لعدد التابعين |
يتمتع عاكس التيار المتردد AC300 الخاص بشركتنا بالعديد من التطبيقات في مجال النقل المتزامن، حيث يحقق التزامن والارتباط النسبي بين محركات متعددة، كما يتمتع بمزايا الأداء عالي التكلفة ودقة التحكم العالية والأداء السريع الاستجابة، والأسلاك البسيطة والتشغيل المريح. في صناعة التحكم الصناعي للحصول على سمعة جيدة. في المستقبل، سنوفر حلول نقل متزامنة أفضل، وسنعمل على تطبيق النقل المتزامن لمنح عملائنا شعورًا أفضل بالاستخدام.




 Leave a Message
Leave a Message