 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng Việtتطبيق محولات VEICHI على آلات سحب الأسلاك
مقدمة
تسمى آلة سحب الأسلاك أيضًا آلة سحب السحب. آلة سحب الأسلاك هي معدات ميكانيكية شائعة الاستخدام في التطبيقات الصناعية، وتُستخدم في تصنيع الآلات ومعالجة المعادن والبتروكيماويات والبلاستيك ومنتجات الخيزران والخشب والأسلاك والكابلات وغيرها من الصناعات.
وفقًا لاستخدامها، يمكن تقسيم آلة سحب الأسلاك إلى آلة سحب الأسلاك المعدنية (للمعالجة المسبقة للمنتجات المعدنية مثل الأجزاء القياسية)، وآلة سحب الأسلاك البلاستيكية (تستخدم في صناعة المنتجات البلاستيكية لإنتاج خيوط مجوفة أو صلبة أو مسطحة مختلفة للمعالجة العميقة للبوليستر والنايلون والبولي إيثيلين والبولي بروبيلين ورقائق البوليستر وما إلى ذلك)، وآلة سحب الأسلاك من الخيزران والخشب (تستخدم في صناعة الخيزران ومنتجات الخشب لصنع عيدان تناول الطعام وأعواد الأسنان وأعواد الشواء وما إلى ذلك، وسحب الحرير الخيزراني، ومعدات خاصة لإعادة معالجة صوف الخشب).
يمكن تقسيم آلة سحب الأسلاك إلى نوع مستقيم ونوع خزان مياه عن طريق التمدد. يمكن تقسيم قطر السلك إلى آلة سحب كبيرة وآلة سحب متوسطة وآلة سحب دقيقة وآلة سحب دقيقة وما إلى ذلك. وهي تتكون من جزأين: سحب السلك والسلك. من أجل تحسين إنتاج الكابل وجودته وتكلفته، يتم تغيير آلة سحب الأسلاك عمومًا إلى التحكم في الشد الثابت للتحويل المزدوج أو التحويل المتعدد. في الوقت الحاضر، تعتمد معظم أدوات التحكم المتزامنة ذات التردد المتغير عمومًا على وضع التحكم في وحدة التحكم PID الخارجية. عيوب هذه الطريقة هي كما يلي: من الصعب تصحيح معلمات التحكم في وحدة التحكم PID ومكلفة وسهلة التلف. تعاني الكمية التناظرية من مشاكل التوهين والانجراف أثناء النقل. تكاليف الصيانة والصيانة مرتفعة. يعد استخدام عاكس آلة سحب الأسلاك سهل التشغيل وسهل التصحيح واقتصاديًا. إنه اتجاه في استخدام آلات سحب الأسلاك. في الوقت الحاضر، تُباع آلة سحب الأسلاك من VEICHI جيدًا في جميع أنحاء البلاد، وسمعتها جيدة جدًا. لقد نالت إشادة إجماعية من مختلف الشركات المصنعة في مجال آلات سحب الأسلاك.

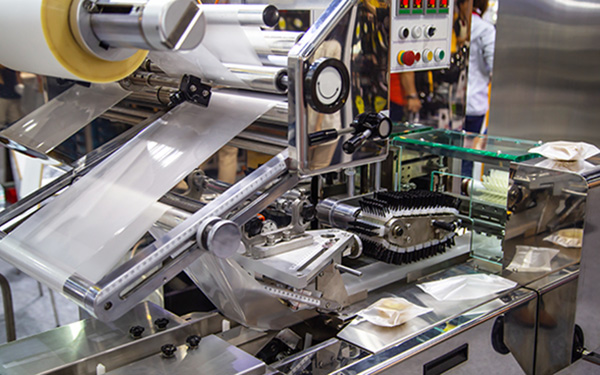
آلة سحب الأسلاك
مقدمة ومبدأ عمل آلة سحب الأسلاك
مقدمة عن آلة سحب الأسلاك المستقيمة
آلة سحب الأسلاك المستقيمة هي عبارة عن معدات إنتاج مستمرة صغيرة تتكون من عدد كبير من رؤوس السحب. من خلال السحب واحدًا تلو الآخر، يمكن سحب السلك على البارد وفقًا للمواصفات المطلوبة في وقت واحد، وبالتالي فإن كفاءة العمل عالية نسبيًا. ومع ذلك، نظرًا لأن قطر السلك يتغير بعد كل مرحلة من مراحل السحب، فيجب أيضًا تغيير سرعة خط العمل لكل رأس سحب. المميزات: رؤوس نتف متعددة، تحويل تردد متعدد، تعديل PID متعدد.
مبدأ آلة سحب الأسلاك المستقيمة
(1) مبدأ عمل آلة سحب الأسلاك المستقيمة هو التحكم في وقت تدفق المعدن لكل بكرة ليكون متساويًا.
(2) يتم الكشف عن تآكل قالب سحب الأسلاك، وتقلب سرعة المحرك، وعدم تساوي سمك السلك وما شابه ذلك بواسطة مستشعر الإزاحة، ويتم استخدام خوارزمية PID كتعويض للسرعة.
(3) يتم إعطاء سرعة البكرة الأخيرة باعتبارها الرئيسية، ويتم إعطاء البكرات الأخرى من خلال نسبة التخفيض ونسبة النقل.

مبدأ آلة سحب الأسلاك المستقيمة
مقدمة عن آلة سحب الأسلاك من نوع خزان المياه
آلة سحب خزان المياه تسمى أيضًا آلة السحب الرطبة، وتتم عملية السحب في خزان المياه، والتي يمكنها تبديد الحرارة الناتجة عن سحب الأسلاك الفولاذية وانزلاق الأسلاك الفولاذية على البكرة بشكل فعال، وهي مناسبة لإنتاج الأسلاك الفولاذية الصغيرة الحجم.
مبدأ عمل آلة سحب الأسلاك من نوع خزان المياه
(1) يسحب المضيف عجلة البرج ويدخل الفم الصغير من خلال الفم الكبير للقالب لإكمال عملية تكثيف الخط الرقيق.
(2) يتم تحويل التوتر إلى إشارة كهربائية 0-10 فولت بواسطة مقياس الجهد المتصل بقضيب التوتر.
(3) وظيفة حساب قطر اللف الذاتي لتحويل تردد اللف، أي أنه مع زيادة طول السلك، يتم تقليل سرعة السلك تلقائيًا، ويتم دمج جهد التغذية الراجعة للتوتر مع عملية PID للحفاظ على ثبات توتر السلك.

مبدأ عمل آلة سحب الأسلاك من نوع خزان المياه
متطلبات عملية محول آلة سحب الأسلاك
(1) عزم دوران منخفض التردد متفوق، استجابة ديناميكية سريعة، دقة حالة ثابتة فائقة الثبات، وعدم وجود اهتزازات.
(2) يتم دمج جميع خوارزميات التحكم في الشد في المحول، ويتم دمج الوظائف المميزة لآلة سحب الأسلاك في المحول. يمكن تحقيق وظيفة التحكم الكاملة لآلة سحب الأسلاك المعقدة دون الحاجة إلى دوائر تحكم محيطية.
(3) عندما يبدأ المضيف ويتوقف، لا يُسمح بالفصل أبدًا. في حالة حدوث خطأ في الفصل، يجب التنبيه بسرعة وإيقاف الطوارئ.
(4) التشغيل مستقر. أثناء التشغيل العادي، لا يُسمح لقضيب البندول بالتصادم مع الحدود العليا والسفلى، ويمكن الحفاظ على نفس معدل التدفق في نفس الوقت.
(5) حافظ على مزامنة الخط أثناء التوقف، وحافظ على العلاقة التناسبية لسرعة كل خط في جميع الأوقات.
(6) يدمج العاكس مجموعات متعددة من المعلمات الخاصة لآلة سحب الأسلاك ويستدعي المعلمات المقابلة مباشرة، دون الحاجة إلى قيام العميل بتعيين المعلمات واحدة تلو الأخرى.
ميزات عاكس آلة سحب الأسلاك AC310، AC200-L
(1) حساب تلقائي فريد لمعامل قطر اللفة
مع استمرار زيادة قطر لف آلة السحب، يجب تقليل تردد خرج آلة السحب باستمرار. تم تجهيز العاكسات من سلسلة AC310 وAC200-L بشكل خاص بوظيفة حساب قطر اللف لحساب قطر اللف الحالي لآلة رفع الأسلاك بشكل ديناميكي وفي الوقت الفعلي وتلقائيًا لتحقيق أفضل تأثير رفع شد ثابت.
(2) زيادة معامل قطر اللفة K1
أثناء عملية التشغيل، عندما يكون شريط توازن الشد خارج المركز، يتم تشغيل وظيفة الحساب التلقائي لمعامل قطر اللفة K1. من أجل ضمان استقرار الشد عند السرعات العالية والمتوسطة والمنخفضة، تتوافق الانحرافات المختلفة لموضع قضبان البندول مع معاملات قطر اللفة المختلفة K1، ومعدلات تغيير قطر اللفة المختلفة للنظام مختلفة. يتم تعديل الزيادة K1 لتحقيق حساب دقيق لقطر اللفة.
(3) طريقة حساب قطر الملف القوية
من أجل ضمان التشغيل السلس لآلة رفع الأسلاك بالقرب من مركز البندول، فإن الحساب التلقائي لقطر اللف هو وظيفة مهمة. هناك طريقتان حسابيتان تلقائيتان لقطر اللف في AC310 وAC200-L: طريقة السرعة الخطية وطريقة التكامل السُمكي. وهذا يضمن أن يكون أداء التحكم في الشد أكثر كمالا.
(4) إعادة تعيين قطر اللفة (يدوي / تلقائي)
عند نفس سرعة الخط، يختلف تردد خرج آلة الالتقاط عند القطر الكامل والقطر الفارغ بشكل كبير. من أجل مزامنة سرعة آلة رفع الأسلاك والخط المضيف، تحتاج آلة رفع الأسلاك إلى إجراء إعادة تعيين قطر اللفة عند تغيير اللفة. عند استخدام وظيفة إعادة الضبط التلقائي لقطر اللفة، يتم إعادة تعيين معامل قطر اللفة K1 تلقائيًا بعد كل توقف. في حالة انقطاع التيار الكهربائي أو التوقف في حالات الطوارئ، يجب استخدام وظيفة إعادة ضبط قطر الملف يدويًا، أي يتم تعريف الطرف الخارجي متعدد الوظائف كطرف إعادة ضبط قطر الملف.
(5) تعويض الاحتكاك
تضمن وحدة تعويض الاحتكاك الساكن وتعويض الاحتكاك الانزلاقي المدمجة عمل التغلب على الاحتكاك وجعل النظام أكثر كمالا.
طريقة التوصيل الموصى بها
تعتمد طرق التوصيل التالية على AC200-L.
(1) يتم توصيل مفتاح التشغيل بطرف X3 للوحدة الرئيسية (قيمة المصنع هي تشغيل للأمام)
(2) يتم توصيل مفتاح بدء تشغيل الطرف الخارجي بالمضيف X1.
(3) يتم توصيل مقياس سرعة السحب بـ +10 فولت، VS1 وGND لآلة سحب الأسلاك (الوحدة الرئيسية).
(4) يتم توصيل المخرج التناظري لطرف AO1 المضيف وطرف GND بطرف VS وطرف GND لآلة سحب الأسلاك.
(5) قم بتقصير طرف العبور J2 على لوحة التحكم.
(6) يتم توصيل مقياس سرعة قضيب الشد بـ +10 فولت، AI ومحطات GND لمحول التيار المتردد من سلسلة AC200-L.
بعد توصيل قيمة التغذية الراجعة لقضيب توازن الشد بمحول التيار المتردد لآلة سحب الأسلاك من سلسلة AC200-L كما هو موضح أعلاه، يتم تحريك قضيب الشد في اتجاه تأرجح قضيب الشد وفقًا لسحب السلك، ويتم مراقبة إشارة التغذية الراجعة PID (C-09). يجب أن تكون القيمة من صغيرة إلى كبيرة، عمومًا من 0.0% إلى 100.0%. إذا لم تكن ضمن هذا النطاق، فيجب تغيير موضع مقياس الجهد الشد بحيث تكون نقطة المركز حوالي 50.0%، ويجب أن يكون مقياس الجهد الشد مقياس جهد عالي الدقة 360 درجة؛ إذا كان التعديل الكهربائي مزعجًا، يمكن رفع قضيب الشد مباشرة إلى موضع الارتفاع المتوسط المادي المضمون بواسطة شد السلك، ثم تكون قيمة التغذية الراجعة لمقياس الجهد 50.0%. تم تصميم طريقة الضبط هذه لضمان إمكانية الحصول على الانحرافات الإيجابية والسلبية للتوتر بواسطة شريط التوتر للحصول على طاقة تخزين الإزاحة لنفس مسافة الموضع.
معلمات آلة سحب الأسلاك الموصى بها (AC200-L)
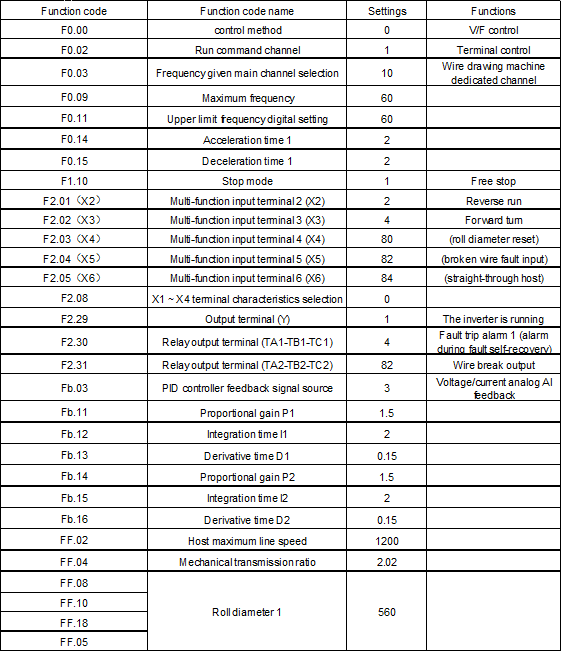
معلمات آلة سحب الأسلاك الموصى بها (AC200-L)
معلمات مضيف تحويل التردد المزدوج من نوع خزان المياه (آلة سحب الأسلاك) الموصى بها
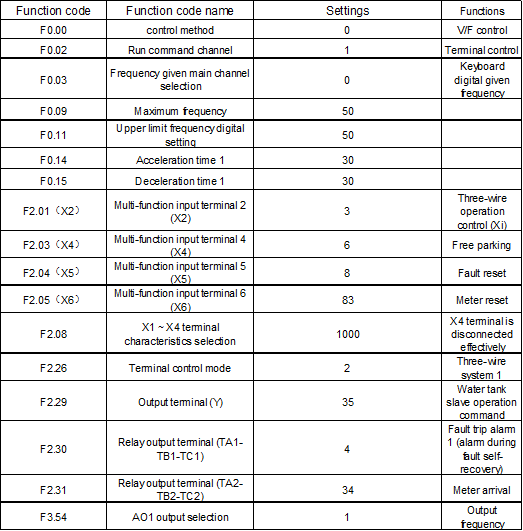
المعلمات الموصى بها لجهاز تحويل التردد المزدوج من نوع خزان المياه (آلة سحب الأسلاك)
المعلمات الموصى بها لجهاز تحويل التردد المزدوج من نوع خزان المياه
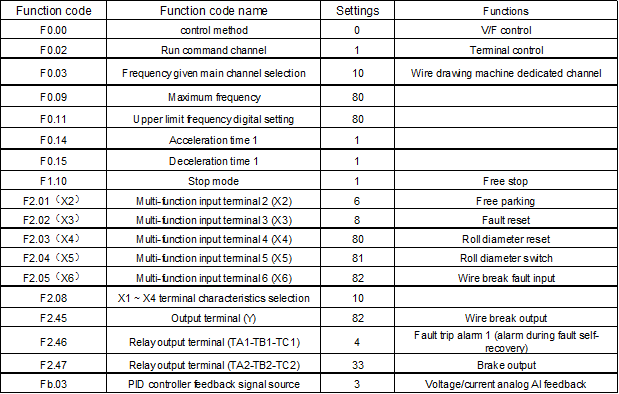
المعلمات الموصى بها لجهاز تحويل التردد المزدوج من نوع خزان المياه
ملاحظة: قد لا تكون قيم المعلمات الموصى بها أعلاه قابلة للتطبيق على ظروف خاصة معينة وسيتم تعديلها وفقًا لظروف الموقع أثناء الاستخدام.
تصحيح أخطاء العاكس
الوحدة الرئيسية، توصيل آلة رفع الأسلاك
يتم توصيل تردد خرج العاكس المضيف من خلال منفذ الإخراج التناظري القابل للبرمجة A01 وطرف GND بمنفذ الإدخال الحالي AS وGND للعاكس المتلقي للخط؛ يتم استخدام تردد خرج العاكس المضيف كتردد تغذية أمامية لآلة رفع الأسلاك، وآلة رفع الأسلاك تعمل تعديلات PID المحسوبة داخليًا معًا لضمان ثبات شد الخط القابل للسحب.
توصيل أسلاك التغذية الراجعة لأخذ الأسلاك
يتم توصيل الأطراف الثلاثة لمقياس الجهد لرافعة موازنة الشد بـ +10 فولت، وAI، وGND لعاكس الالتقاط، ويتم ضبطها وفقًا لجهد التغذية الراجعة الأقصى للموضع وأقل جهد تغذية راجعة للموضع لرافعة التأرجح [F3.06] و[F3.08] على التوالي. يمكن ضمان أن تكون قيمة ردود الفعل التفاضلية التفاضلية 50% عندما يكون البندول في الوضع الأوسط. يجب أن يكون مقياس ردود الفعل التفاضلية للتوتر مقياسًا عالي الدقة بزاوية 360 درجة.
توصيل مقاوم الفرامل
من أجل ضمان ثبات شد خط السحب، يحتاج عاكس آلة السحب إلى التسارع والتباطؤ في وقت قصير. عند تباطؤ السرعة، سيرتفع الجهد الخطي للعاكس. لضمان التشغيل الطبيعي للعاكس، يلزم وجود فرامل خارجية. لمعرفة المقاومة ومقاومة الكبح، راجع دليل مستخدم العاكس من سلسلة AC200. يتم توصيل مقاومة الكبح بـ (+) وPB لآلة سحب الأسلاك من سلسلة AC200-L.
وظيفة اكتشاف انقطاع الأسلاك
عندما تكون قيمة ردود الفعل للشد أقل من الحد الأدنى لكشف فصل PID [FF.20] أو تتجاوز الحد الأعلى لكشف فصل PID [FF.21] وتستمر للوقت المحدد بواسطة [FF.24]، يكون العاكس [FF. 25] يتم التعامل مع طريقة الاختيار وفقًا لذلك. الحد الأدنى لإنذار السلك المكسور [FF.20]: اضبط الحد الأدنى لكشف فصل PID لآلة سحب الأسلاك، تكون إشارة التغذية الراجعة أقل من قيمة الحد الأدنى لإنذار الفصل وتستمر [FF.24] تأخير حكم اكتشاف الفصل، ثم يُعتبر أن سحب الأسلاك قد تم فصله. الحد الأقصى لإنذار الخط المكسور [FF.21]: اضبط الحد الأعلى لكشف سحب الأسلاك لآلة سحب الأسلاك. تتجاوز إشارة التغذية الراجعة الحد الأعلى لإنذار قطع الأسلاك وتستمر [FF.24] بعد تأخير حكم اكتشاف قطع الأسلاك، يُعتبر أن سحب الأسلاك قد تم فصله. تأخير حكم اكتشاف قطع الأسلاك [FF.24]: لتجنب الإنذارات الكاذبة.
عندما يكتشف النظام انقطاعًا، بعد أن يحدد اكتشاف الفصل وقت التأخير، سيبلغ عن خطأ الفصل. وضع تشغيل خطأ الفصل: 0، توقف مجاني وإنذار؛ 1، فقط إجراء طرف خطأ الفصل، عندما يكتشف العاكس الفصل، يستمر في التشغيل. في نفس الوقت، إذا تم ضبط طرف الإخراج متعدد الوظائف على خرج الفصل، يتم إخراج الإشارة الصالحة على الفور.
لتجنب الإنذار الكاذب أثناء بدء التشغيل أو إيقاف التشغيل، يمكن ضبط العاكس للعمل لفترة أطول من [FF.22] ويكون تردد خرج العاكس أعلى من تردد الضبط [FF.23].
يتم اكتشاف الفصل ويصبح العاكس حرًا في التوقف والإبلاغ عن خطأ "E.PID". إذا تم ضبط [FF.25] على 1، يتم إعادة تعيين خطأ الفصل تلقائيًا بعد وقت الضبط [FF.27].
التحكم في الفرامل
عندما يتوقف الجهاز التابع، يتم إخراج إشارة الفرامل (الإخراج من طرف الإخراج المحدد)، ويتوقف الإخراج فورًا بعد الوقت المحدد بواسطة [FF.29]. أثناء إخراج إشارة الفرامل، إذا كان أمر التشغيل صالحًا، أوقف الفرامل على الفور.




 Leave a Message
Leave a Message