 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng Việtنظام سيرفو لآلات CNC
مقدمة
تعتبر مخرطة CNC أداة آلية عالية الدقة وعالية الكفاءة. تتمتع بمجموعة واسعة من خصائص المعالجة، ومعالجة الأسطوانات الخطية والأسطوانات المائلة والأقواس الدائرية والخيوط المختلفة. ولديها وظائف تعويض مختلفة مثل الاستيفاء الخطي والاستيفاء الدائري، ولعبت تأثيرًا اقتصاديًا جيدًا في الإنتاج الضخم للأجزاء المعقدة. تعد مخرطة CNC أداة الآلة CNC الأكثر استخدامًا على نطاق واسع في الصين مع أكبر تغطية، حيث تمثل حوالي 25٪ من العدد الإجمالي لأدوات الآلة CNC.
إن ولادة مخرطة CNC ذات أهمية كبيرة في مجال التصنيع البشري. كما انتقلت صناعة قطع العمل إلى طريق الحجم الكبير والدقة العالية والاستقرار العالي. بالنسبة للبلد، فإن نسبة أدوات الآلة CNC في جميع معدات قطع المعادن، هي معلمة مهمة لقياس مستوى الأتمتة. إنها ذات أهمية كبيرة لتنمية الاقتصاد الوطني وقوة الدولة.
CNC lathes
أداة آلية ذات تحكم رقمي - أداة آلية ذات تحكم رقمي، اسمها الإنجليزي هو CNC MACHINE TOOLS. إنها جهاز كهروميكانيكي تتم معالجته تلقائيًا باستخدام برنامج تشغيل مبرمج. هناك العديد من أنواع أدوات آلة CNC، بما في ذلك مخرطة CNC، وماكينات صنفرة CNC، وآلات ثقب CNC، ومقاشط CNC، وآلات طحن CNC، ومخرطة عمودية CNC، وما إلى ذلك، كما تشمل أيضًا مركز تشغيل الطحن والتحويل العمودي، ومركز تشغيل الطحن والتحويل الأفقي، ومركز تشغيل الطحن والتحويل الجسري، ومركز تشغيل الطحن والتحويل CNC، وآلة التقطيع CNC وأدوات آلة CNC الأخرى للتصنيع المركب. بالإضافة إلى ذلك، في السنوات الأخيرة، تطورت أيضًا بسرعة آلات EDM الناشئة، وآلات القطع بالليزر، وأدوات آلة القطع بالماء، وأدوات آلة القطع بالأسلاك، وأدوات آلة CNC المتوازية، وخطوط إنتاج أدوات الآلة المركبة الآلية.

أداة آلة CNC
ما هي مخرطة CNC؟
المخرطة هي أداة آلية تدير بشكل أساسي قطعة عمل دوارة بأداة تحويل. تُستخدم بشكل أساسي في تشغيل الأعمدة والأقراص والأكمام وقطع العمل الأخرى ذات السطح الدوار، وهي أكثر أنواع الآلات استخدامًا في مصنع التصنيع والإصلاح الميكانيكي. مخرطة CNC، والمعروفة أيضًا باسم مخرطة CNC، هي مخرطة تحكم رقمية محوسبة، وهي أداة آلية عالية الدقة وعالية الكفاءة. لديها مجموعة واسعة من خصائص المعالجة، ومعالجة الأسطوانات الخطية والأسطوانات المائلة والأقواس الدائرية والخيوط المختلفة. لديها وظائف تعويض مختلفة مثل الاستيفاء الخطي والاستيفاء الدائري، ولعبت تأثيرًا اقتصاديًا جيدًا في الإنتاج الضخم للأجزاء المعقدة. مخرطة CNC هي أداة آلة CNC الأكثر استخدامًا في الصين بأكبر تغطية، وتمثل حوالي 25٪ من إجمالي عدد أدوات آلة CNC. أدوات آلة CNC هي منتجات ميكاترونيك تدمج التقنيات الميكانيكية والكهربائية والهيدروليكية والهوائية والإلكترونيات الدقيقة والمعلومات. إنها آلة عاملة ذات دقة عالية وكفاءة عالية وأتمتة عالية ومرونة عالية في معدات التصنيع الميكانيكية.

أدوات آلية CNC
حالة تطوير المخرطة
باعتبارها الآلة الرئيسية لجميع آلات معالجة المعادن، فقد ابتكرت المخرطة مخرطة حديثة بحامل أداة محرك لولبي منذ عام 1797. ومنذ أن ابتكر المخترع الميكانيكي البريطاني موزلي مخرطة حديثة بحامل أداة محرك لولبي، فقد تقدمت بشكل كبير في تطوير صناعة المعالجة الميكانيكية. لقد انتقل تطور المخرطة في العالم من المخرطة العادية إلى شبه الأوتوماتيكية الهيدروليكية، والأوتوماتيكية، إلى التحكم العددي، حتى عملية التطوير الذكية الشبكية اليوم، أصبحت العلاقة بين الآلات والأشخاص أكثر بساطة، من الاعتماد على الكفاءة لضمان جودة قطعة العمل إلى إدخال برنامج NC فقط، ويمكن الحصول على منتجات عالية الجودة وعالية الكفاءة، وأصبحت المخرطة أكثر إنسانية، في التكيف مع ظروف العمل ومتطلبات العملية والتخصص وحماية البيئة وغيرها من الجوانب التي دخلت القاعة الحديثة. طورت الدول الغربية، بما في ذلك ألمانيا والولايات المتحدة واليابان، مخرطة سابقة، وخاصة مخرطة CNC، وتراكمت لديها خبرة غنية في تطوير المخرطة. تحافظ أدواتهم الآلية على تفوقها من حيث المستوى الفني، والاحتفاظ بالدقة، والتصنيع عالي السرعة المركب ومجموعة واسعة من الملحقات. على الرغم من أن الصين بدأت متأخرة، إلا أنها شهدت مراحل إدخال التكنولوجيا، والهضم وإعادة الابتكار. تتمتع بمزايا مطلقة في السوق المنخفضة، ولا تزال تفتقر إلى السوق الراقية، وخاصة الدقة العالية والسرعة العالية والتعقيد العالي. يعكس تاريخ تطوير مخرطات CNC الخارجية، جنبًا إلى جنب مع النضج الحالي للتكنولوجيا، الخصائص التالية:

مخرطات CNC
(1) أصبحت المعالجة عالية السرعة والدقة العالية والمواد المركبة سائدة. في مجال المعالجة العامة، تتم معالجة المخرطة الشائعة والمخرطة CNC الاقتصادية المستخدمة حاليًا في السوق على مستوى IT7، وسرعة المغزل منخفضة ومعدل الانحناء السريع منخفض. سيتم القضاء عليها تدريجيًا في السنوات الخمس إلى العشر القادمة. واستبدالها بسرعات أعلى وسرعات مغزل أعلى وأدوات آلية من النوع الخطي أسرع حركة، تم تحقيق الثورة في عصر المخرطة CNC بالكامل في الولايات المتحدة وألمانيا واليابان وكوريا الجنوبية وتايوان. تم تنفيذه تدريجيًا في البلدان النامية مثل الصين والهند. في العديد من مجالات البحث العلمي والفضاء والعسكرية، نظرًا لدقة المعالجة الأكثر صرامة ومتطلبات خطأ الشكل والموضع وخطأ المحيط لقطع العمل، فإن الطلب على المعالجة المركبة لأدوات الآلة واضح. على سبيل المثال، غالبًا ما يحتاج دوار محرك الطائرة إلى التثبيت مرة واحدة، ويتم الانتهاء من معالجة الأسطح المعقدة المختلفة والثقوب والأخاديد في وقت واحد لضمان الدقة. من الضروري أن تكون أداة الآلة قادرة على أداء المعالجة المركبة، ويمكن ضمان دقة قطعة العمل من خلال دقة أداة الآلة. يمثل هذا النوع من الآلات مركز المعالجة CNC من سلسلة DMG CTX.
(2) أصبحت وظائف الكشف عن الأخطاء والتعويض عبر الإنترنت شائعة تدريجيًا. مع التطور المبتكر لتكنولوجيا نظام CNC وتكنولوجيا الإنترنت وتكنولوجيا المستشعر، لدينا القدرة على تحقيق الكشف والتعويض عبر الإنترنت لقطع العمل على مخرطة CNC. في عملية المعالجة الفعلية، بسبب القوة والتشوه الحراري لمكونات الآلة، يتم تقليل دقة المعالجة. ستحل تكنولوجيا الكشف والتعويض عبر الإنترنت هذه المشكلة بشكل جيد، وقد تم ترويج هذه التقنيات المتطورة مع الأجهزة العامة. يتم استخدام سلسلة Haas الأمريكية بشكل أساسي.
(3) ذكية ومتصلة بالشبكة ومرنة. يوفر تطوير الإنترنت إمكانيات غير محدودة لتطوير أدوات الآلة CNC. مع شعبية ونضج الشبكة، ستصبح أدوات الآلة ذات واجهات الإنترنت أبطال العصر. مع تحقيق إنترنت الأشياء والتشغيل البيني من خلال الشبكة، يمكن لأدوات الآلات المستقبلية التواصل مع بعضها البعض، والمراقبة في الوقت الفعلي، والتغذية الراجعة في الوقت الفعلي، وتحليل واستخدام حالة موضع الآلة، وحالة قطعة العمل والبيانات الأخرى، مما يحسن كفاءة الإنتاج بشكل كبير. يمكن أن يؤدي الاعتماد على البيانات أيضًا إلى تمكين التصنيع عن بعد والتصنيع المخصص لتحقيق إنترنت صناعي حقيقي. تمثل سلسلة أدوات الآلات هذه أدوات آلات سلسلة i5 من Shenyang Machine Tool.

أداة آلة CNC
أجزاء المحرك لمخرطات CNC
1. حامل الأدوات
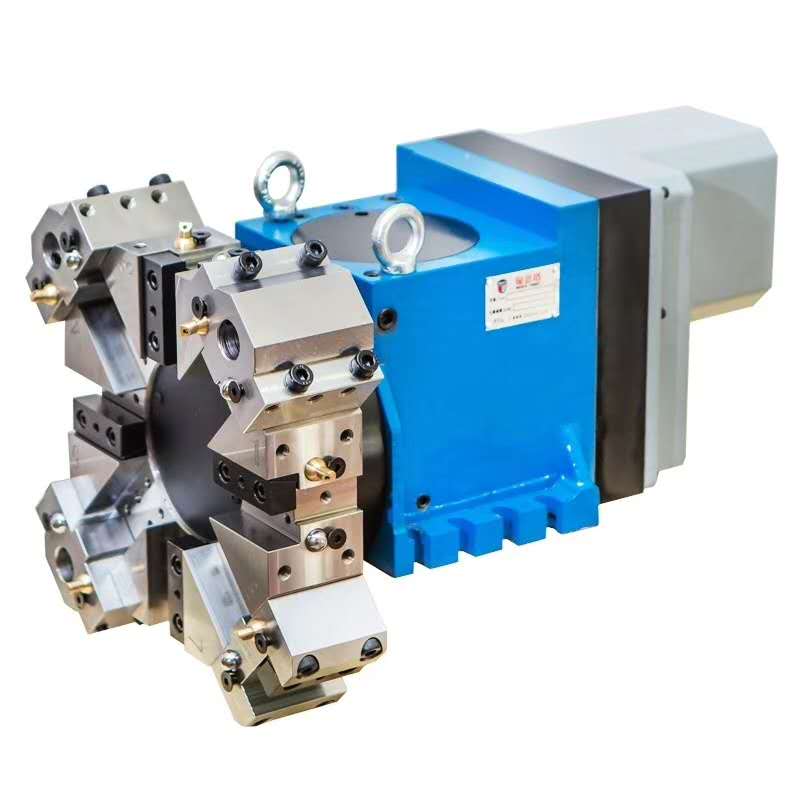
حامل الأدوات
كوظيفة أساسية لمخرطة CNC، يتمتع حامل الأدوات الكهربائية بوظيفة مهمة للغاية، تُستخدم بشكل أساسي لتحقيق وظيفة تثبيت الأداة وتخزين الأداة وتغيير الأداة تلقائيًا. عادةً ما يتم تقسيم حاملات الأدوات CNC في السوق إلى منخفضة ومتوسطة وعالية. يتم تحديد التصنيف بشكل أساسي حسب مناسبة الاستخدام. يستخدم حامل الأدوات منخفض الدرجة عمومًا الطاقة الكهربائية فقط كقوة، والتي تسمى ببساطة حامل الأدوات الكهربائية. نظرًا لاستخدام عزم دوران المحرك فقط كمصدر لقوة عزم دوران حامل الأداة، فإنه لا يمكنه حمل الكثير من الوظائف، ولكن البساطة الهيكلية تجعل هذا أيضًا يتمتع حامل الأداة الكهربائي منخفض المستوى بسعة حمل قوية، وبساطته منخفضة الدرجة تحدد أنه لا يمكن تطبيقه على الآلات عالية الدقة ومتعددة الطلبات، ويمكن استخدامه فقط على أدوات آلية اقتصادية وبسيطة. يتمتع حامل الأداة متوسط المدى بتحسين معين، وهناك العديد من الأنواع، بشكل أساسي حامل الأداة الهيدروليكي وحامل الأداة المؤازر وحامل الأداة الكهربائية مزدوج الاختيار. وفقًا لاسم حامل الأداة، يتم تشغيل حامل الأداة الهيدروليكي بشكل أساسي بواسطة محرك هيدروليكي أو أسطوانة هيدروليكية. يستخدم المؤازر محرك المؤازر كمصدر للطاقة. لديه متطلبات أعلى في التحكم والدقة، وهو أسرع ويكرر تحديد المواقع بدقة أكبر. يستخدم حامل الأداة متوسط المدى هذا على نطاق واسع في أدوات الآلة العادية نظرًا لقابليته للتطبيق والسعر. بالمقارنة مع حامل الأداة متوسط المدى، يتمتع حامل الأداة CNC عالي الجودة بمستوى أداء أفضل، بشكل أساسي من حيث الاحتفاظ بالدقة والتصنيع عالي الدقة. إن أتمتتها العالية هي أيضًا اتجاه تطوير حاملات الأدوات عالية الجودة. لأدوات الآلات CNC المتقدمة ذات متطلبات الدقة العالية.
حامل الأدوات الهيدروليكي
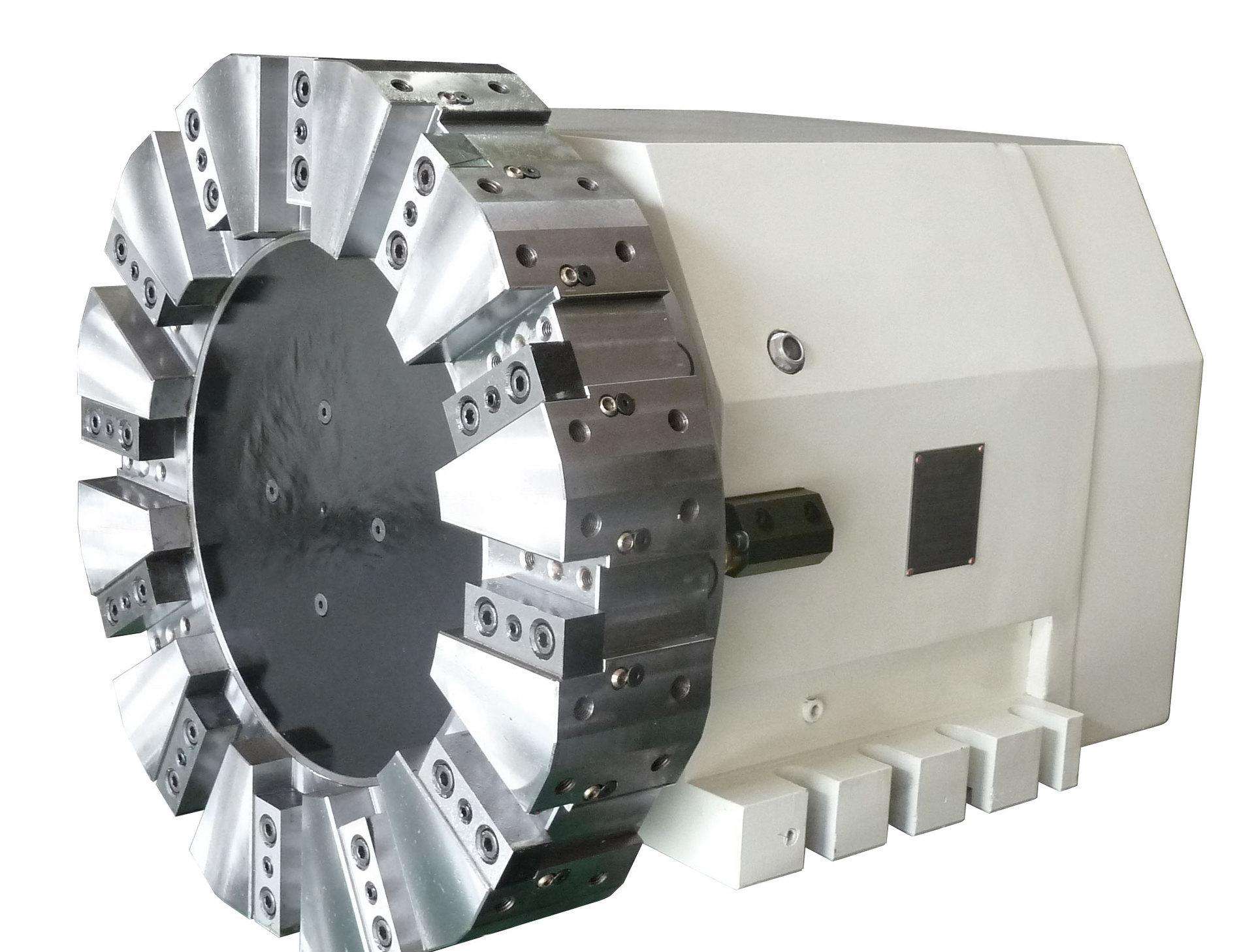
يعود تاريخ تطوير حامل الأدوات الكهربائية إلى ثمانينيات القرن العشرين. مع أكثر من 30 عامًا من التطوير، كمكون رئيسي لأدوات الآلات CNC، تم إيلاء أهميته المزيد والمزيد من الاهتمام. يتم استخدام موثوقية وأداء حامل الأدوات الكهربائية. يلعب الثبات في الجزء العلوي دورًا مهمًا في مستوى موثوقية الآلة بأكملها. تتركز حاملات الأدوات اليوم في العالم في ألمانيا وإيطاليا والمملكة المتحدة ودول أخرى أكثر تقدمًا في أوروبا. بفضل تاريخ التطوير الطويل، فإن تراكم التكنولوجيا قوي نسبيًا، كما أن فريق البحث من الدرجة الأولى، وحاملات الأدوات التي يصممونها ويصنعونها موثوقة. أداء أعلى. تشمل حاملات الأدوات الأكثر شهرة في العالم Schott في ألمانيا، وBalafa في إيطاليا، وDupumadik، والتي تحتل سوقًا متوسطة إلى عالية الجودة.
حامل السكاكين الكهربائي
جدول توزيع الشركات المصنعة المختلفة لحاملات الأدوات
| تجزئة السوق | الشركة المصنعة الرئيسية | |
| السوق المنخفضة المستوى | حامل أداة كهربائية مزدوجة | SCHOTT، Dipma، Yantai Global، Shenyang Machine Tool |
| السوق المتوسطة والعالية المستوى | حامل أداة كهربائية مزدوجة | SCHOTT, Dipma, Balafati |
| سوق عالية الجودة | حامل أداة كهربائية واحد | SCHOTT, Dipma, Germany EWS, Germany LARU |
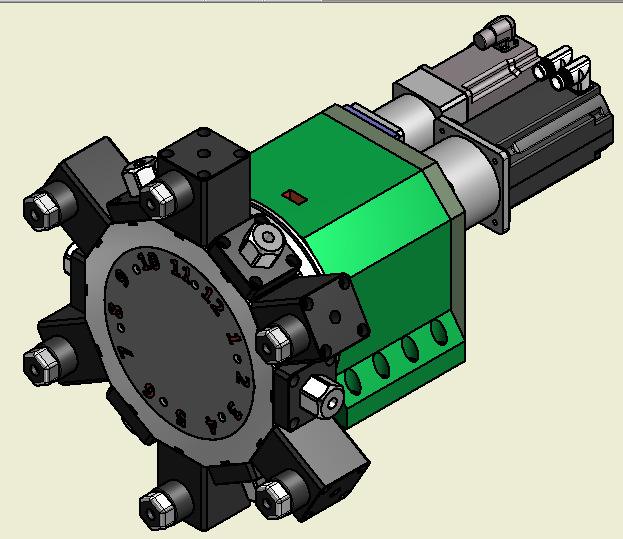
2. سيرفو التغذية
يتكون نظام محرك السيرفو من هيكل ثلاثي الحلقات للتحكم في الموضع والتحكم في السرعة والتحكم في التيار.
1) حلقة التيار
حلقة التيار هي الحلقة الداخلية للنظام. إنها رابط أخذ العينات السفلي للبيانات لنظام السيرفو بأكمله. كلما كانت فترة أخذ العينات لحلقة التيار المنفصلة أقصر، كلما زادت صلابة السيرفو، وكان أداء التحكم في السيرفو أفضل. حلقة التيار هي الحلقة الداخلية، لذا فإن حلقة التيار هي أساس التحكم والأكثر أداءً مباشرًا لجميع عناصر التحكم. بشكل عام، الهدف النهائي لضبط السيرفو هو ضمان أنه بغض النظر عن مدى ارتفاع أو انخفاض سرعة التصنيع، فمن الضروري ضمان استقرار التيار قدر الإمكان (مكون التوافقيات الحالية لمخرجات حلقة التيار صغير)، وعدم التقلب كثيرًا. سرعة استجابة التيار سريعة. لا يمكن ضمان استقرار عزم الدوران إلا من خلال استقرار التيار، وبالتالي ضمان تأثير التصنيع النهائي. بالإضافة إلى ذلك، نظرًا لدورة المعالجة عالية السرعة، تتحمل حلقة التيار أيضًا الكشف التفصيلي عن شذوذ التحكم. يجب أن تلبي حلقة التيار باعتبارها الحلقة الداخلية فترة استجابة أعلى من حلقة السرعة وحلقة الموضع، بحيث يمكن إجراء التحكم الدقيق في الوقت الفعلي بسبب تغيير سرعة الدوران. تردد التيار المتردد، أي أنه يمكنه مواكبة معالجة الأوامر المرسلة بواسطة حلقة السرعة والاستجابة في الوقت المناسب.
حل مخرطة مائلة
2)حلقة السرعة
تضمن حلقة السرعة أن تكون سرعة المحرك متسقة مع قيمة الأمر، مما يزيل تأثير اضطراب عزم الحمل والعوامل الأخرى على سرعة المحرك. تتم مقارنة أمر السرعة بالسرعة الفعلية للمحرك للتغذية الراجعة. يتم توليد الفرق مباشرة بواسطة منظم السرعة لتوليد تيار أمر المحور q للتحكم في تسارع أو تباطؤ أو سرعة موحدة للمحرك، بحيث تكون السرعة الفعلية للمحرك متسقة مع قيمة الأمر.
حلقة السرعة هي الرابط الوسيط بين حلقة التيار وحلقة الموضع. إن زيادة حلقة السرعة بشكل معقول هي جوهر تشغيل السيرفو بالكامل. تستخدم حلقة السرعة حلقة التيار بالكامل ككائن متحكم فيه. عزم الدوران هو حاصل ضرب السرعة والقصور الذاتي. لضمان استقرار عزم الدوران، تعتبر السرعة ونسبة القصور الذاتي المعقولة للحمل أمرًا أساسيًا. لذلك، فإن دور حلقة السرعة هو ضمان استقرار السرعة. تؤثر نسبة السرعة إلى القصور الذاتي للحمل بشكل مباشر على استقرار حلقة التيار. أحد أهم المعلمات لضبط السيرفو هو مكسب حلقة السرعة (Kv).
مكسب حلقة السرعة هو تكبير الفرق للسرعة المعطاة مقارنة بسرعة التغذية الراجعة. من الواضح أن كلما زاد المضاعف، زادت دقة تغيير السرعة. كلما زادت الدقة، زادت القدرة على التمييز وعكس تقلبات السرعة (لأن جوهر التغذية الراجعة السلبية هو تصحيح الفرق باستمرار حتى يصبح صفرًا)، هذه القدرة على عكس السرعة بالغة الأهمية، وهذا يعني قدرة النظام المضادة للتداخل على الحمل الخارجي، وكلما زاد اكتساب السرعة، زادت قدرة النظام المضادة للتداخل على الخارج، زادت القدرة على قمع تقلب السرعة، كانت النعومة أفضل (بدون اهتزاز). لذلك، كلما زاد كسب حلقة السرعة، والذي يمثل قدرة التحكم في السرعة الدقيقة، يمثل قوة عزم الدوران الدقيقة، والتي تمثل أفضل خصائص تنعيم السطح. مع حلقة الموضع، فإنها تمثل أفضل استجابة للآلة.

VEICHI servo drive
3) حلقة الموضع
المهمة الأساسية لحلقة الموضع هي تمكين المحرك من تتبع أوامر الموضع بدقة، والتي يمكن أن تولد أوامر السرعة للمحرك وتحديد موضع المحرك وتتبعه بدقة. من خلال ضبط الموضع المستهدف مقارنة بالموضع الفعلي الذي يتم فيه وضع المحرك بدقة، يتم استخدام موضع المحرك لتوليد أمر السرعة للمحرك. عندما يتغير المقدار المحدد عشوائيًا، يمكن للنظام تتبع وإعادة إنتاج المقدار المحدد بدقة ووضوح. كما يمكن رؤيته من الرسم التخطيطي لنظام محرك السيرفو، فإن حلقة الموضع هي الحلقة الخارجية داخل الحلقات الثلاث وهي كائن التعديل النهائي. تتحكم في جميع الكائنات بما في ذلك حلقات التيار وحلقات السرعة.
بشكل عام، يتم تحديد حلقة التيار وحلقة السرعة أولاً، ويتم تحديد حلقة الموضع أخيرًا. لذلك، بعد أمر الموضع بعد الاستيفاء، تعد حلقة الموضع أهم عامل نهائي لضمان تلبية نتيجة التصنيع للمتطلبات. لتقييم أداء معالجة أداة آلية، بشكل أساسي في تشطيب السطح ودقة محيط الأجزاء الآلية، يتم تحديد دقة المحيط من خلال حلقة الموضع من وجهة نظر النظام. بعد ضمان أمر الإدخال لحلقة الموضع، يتم تضخيم الفرق مع موضع التغذية الراجعة الذي تم إرجاعه بواسطة التغذية الراجعة، ويتم الحصول على خطأ الموضع. من الواضح، على غرار مكسب حلقة السرعة، يصف مكسب حلقة الموضع القدرة على حل تغييرات الموضع بدقة. يتمثل دوره في وصف الدقة الثابتة وأداء التتبع الديناميكي للنظام. كلما زاد إعداد فائدة حلقة الموضع KP، زادت القدرة على التمييز وقدرة الالتواء لتغيير الموضع، سيتم تحسين الهستيريسيس الميكانيكي بشكل كبير، وسيكون أداء المتابعة الديناميكية أقوى. مع الاستجابة العالية لحلقة السرعة، يتم تحسين دقة التموضع أخيرًا.
مر تطوير نظام المؤازرة بعدة مراحل
في أوائل الستينيات، استخدمت أداة الآلة ذات التحكم العددي نظام مؤازر هيدروليكي. بالمقارنة مع محرك التيار المستمر التقليدي في ذلك الوقت، كان نظام السائل والمحركات المؤازرة يتمتع بوقت استجابة قصير، وكان مكون المحركات المؤازرة الذي يخرج نفس عزم الدوران له شكل خارجي صغير. ومع ذلك، فإن نظام المحركات المؤازرة الهيدروليكية له عيوب توليد الحرارة الكبيرة، والكفاءة المنخفضة، والتلوث البيئي والصيانة غير المريحة.
في منتصف الستينيات، كان نظام الحلقة المفتوحة المكون من محرك متدرج صغير الطاقة من نوع المحركات المؤازرة ومضخم عزم الدوران الهيدروليكي مستخدمًا على نطاق واسع في أدوات الآلات ذات التحكم الرقمي بالكمبيوتر. وأكثرها تمثيلاً هو نظام المحركات المؤازرة النبضية الكهروهيدروليكية من الشركة اليابانية. ومع ذلك، نظرًا لتعقيد بنية النظام وضعف الموثوقية.
برنامج آلة الخراطة والطحن CNC
في أواخر الستينيات، تم استخدام محركات التيار المستمر بالقصور الذاتي الصغيرة على نطاق واسع في أدوات الآلات CNC. يجعل محرك التيار المستمر بالقصور الذاتي الصغير بنية المحرك أكثر تعقيدًا بسبب إضافة ناقل الحركة الوسيط، والذي يكون عرضة للتآكل، ويزيد من فجوة النقل، ويؤثر على دقة النقل.
في السبعينيات، طورت الشركة الأمريكية GETTYS لأول مرة محرك تيار مستمر بالقصور الذاتي الكبير، والذي يُشار إليه عادةً بمحرك تيار مستمر واسع السرعة. إنه يتمتع بنطاق سرعة واسع ويمكن توصيله مباشرة بالمسمار الرصاصي. إنه يبسط إلى حد كبير المطابقة مع القصور الذاتي لأجزاء التغذية الآلية المتحركة. منذ سبعينيات القرن العشرين، تم استخدام محركات التيار المستمر ذات القصور الذاتي الكبير على نطاق واسع في أنواع مختلفة من أدوات الآلات ذات التحكم الرقمي بالحاسوب وحققت نتائج جيدة.

أدوات الآلات ذات التحكم الرقمي بالحاسوب
منذ ثمانينيات القرن العشرين، مع تطوير الدوائر المتكاملة واسعة النطاق، والإلكترونيات القوية، وتكنولوجيا التحكم الحاسوبي، وخاصة الكمبيوتر لإحداث اختراق كبير في تكنولوجيا التحكم في ناقل المجال المغناطيسي لمحركات التيار المتردد، كان الناس يحاولون استبدال التيار المستمر بمحركات التيار المتردد لفترة طويلة. تم تحقيق فكرة تطبيق المحرك في تنظيم السرعة والتحكم في السيرفو. يحتفظ نظام السيرفو AC بجميع مزايا نظام DC تقريبًا، ويتمتع بخصائص تقنية ممتازة مثل نطاق تنظيم السرعة الواسع ودقة السرعة العالية وخصائص الاستجابة الديناميكية الجيدة، ويرث العديد من الأداء الممتاز المتأصل في محرك التيار المتردد نفسه.
في السنوات الأخيرة، ظهرت العديد من معدات المعالجة التي تستخدم أنظمة سيرفو تغذية المحرك الخطي على المستوى الدولي. في معرض هانوفر الأوروبي لأدوات الماكينة لعام 1993، عرضت ألمانيا أول مركز تصنيع خطي في العالم بمحرك خطي، والذي بدأ نظام سيرفو المحرك الخطي. السيرفو الخطي هو وضع القيادة المثالي لأدوات الماكينة CNC عالية السرعة وعالية الدقة. ستكون هذه سمة بارزة للجيل القادم من أدوات الآلات ذات التحكم الرقمي بالكمبيوتر، سواء في البلدان الأجنبية أو في البحث والاستكشاف المحلي.

أدوات الآلات ذات التحكم الرقمي بالكمبيوتر
متطلبات أنظمة تغذية السيرفو
نظام السيرفو هو نظام تحكم أوتوماتيكي مع معلمات ميكانيكية (الموضع والسرعة والتسارع) ككمية متحكم فيها. ومتطلبه الأساسي هو أن يكون خرج النظام قادرًا على الاستجابة بسرعة ودقة للتغيرات في إدخال الأوامر. المتطلبات الأساسية لنظام المؤازرة هي:
1) يعني الاستقرار الجيد أن النظام يمكنه الوصول إلى حالة توازن جديدة أو العودة إلى حالة التوازن الأصلية بعد عملية تعديل قصيرة تحت الإدخال أو الاضطراب الخارجي المحدد.
2) دقة نظام المؤازرة هي الدقة التي يمكن بها للإخراج أن يتبع الإدخال. كأداة آلية CNC دقيقة، عادة ما يتم فصل دقة التموضع المطلوبة أو دقة تصنيع المحيط.
3) الاستجابة الجيدة هي أحد مؤشرات الجودة الديناميكية لنظام المؤازرة، أي أن استجابة إشارة أمر التتبع مطلوبة أن تكون سريعة، ويجب أن يكون وقت عملية الانتقال قصيرًا، ويجب أن يكون عمومًا في حدود 200 مللي ثانية أو حتى أقل من عدة عشرات من المللي ثانية؛ من ناحية أخرى، يجب أن تكون حدود عملية الانتقال شديدة الانحدار، أي أن معدل الزيادة كبير.
4) الحساسية: حساسية النظام لتغييرات المعلمات صغيرة، أي أن النظام يمكن أن يتأثر بشكل كبير بتغييرات المعلمات. المناعة: يجب أن يتمتع النظام بمقاومة جيدة للتداخل مع الحمل الخارجي والضوضاء عالية التردد.
5) متطلبات نظام النقل الميكانيكي؛ من أجل ضمان دقة النقل واستقرار عمل نظام تغذية آلة CNC، عند تصميم جهاز النقل الميكانيكي، يتم اقتراح المتطلبات التالية:
(1) دقة النقل ودقة التموضع: تلعب دقة النقل ودقة التموضع لجهاز نقل تغذية آلة CNC دورًا رئيسيًا في دقة تشغيل الأجزاء. بغض النظر عن موضع النقطة أو نظام التحكم الخطي أو نظام التحكم في المحيط، فإن دقة النقل ودقة التموضع هي المؤشرات الرئيسية لوصف أداء أدوات الآلة CNC.
(2) يجب أن تكون سرعة الاستجابة سريعة: يجب أن تكون طاولة العمل قادرة على تتبع الأوامر بحساسية ودقة ضمن نطاق السرعة المحدد، وأداء حركة بخطوة واحدة أو مستمرة دون فقدان أو ظاهرة متعددة الخطوات أثناء التشغيل.
(3) انتقال بدون فجوة: يشير خلوص النقل لنظام التغذية بشكل عام إلى الخلوص العكسي، أي خطأ المنطقة الميتة العكسية، الموجود في أزواج النقل لسلسلة النقل بأكملها، مما يؤثر بشكل مباشر على دقة تشغيل أداة الآلة CNC؛ لذلك، يجب القضاء على خلوص القيادة وتقليل خطأ المنطقة الميتة العكسية.
(4) الاستقرار الجيد والعمر الطويل: الاستقرار هو الشرط الأساسي لنظام تغذية المؤازرة للعمل بشكل صحيح، خاصة في حالة التغذية منخفضة السرعة دون زحف، ويمكنه التكيف مع التغييرات في الحمل المطبق دون رنين. تشير حياة ما يسمى بنظام التغذية بشكل أساسي إلى طول الوقت الذي يتم فيه الحفاظ على دقة نقل أداة آلة CNC ودقة التموضع، وقدرة كل مكون نقل على الحفاظ على دقة التصنيع الأصلية.
(5) سهولة الاستخدام والصيانة: يجب أن يكون التصميم الهيكلي لنظام التغذية سهل الصيانة والصيانة، مما يقلل من كمية أعمال الصيانة لتحسين استخدام الماكينة.
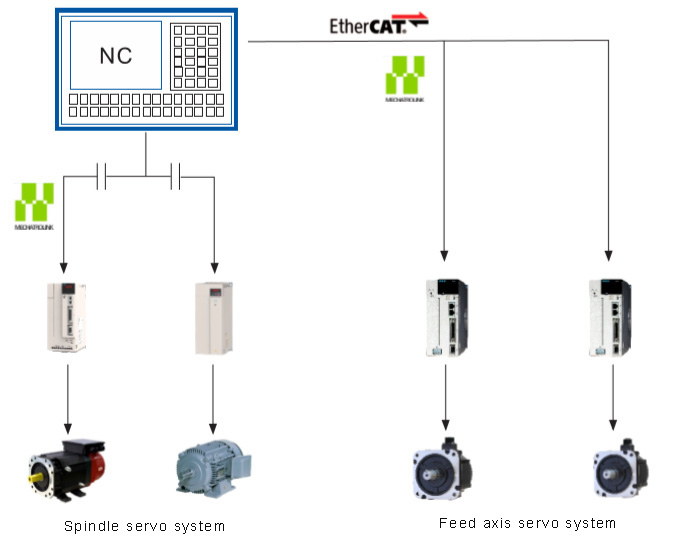
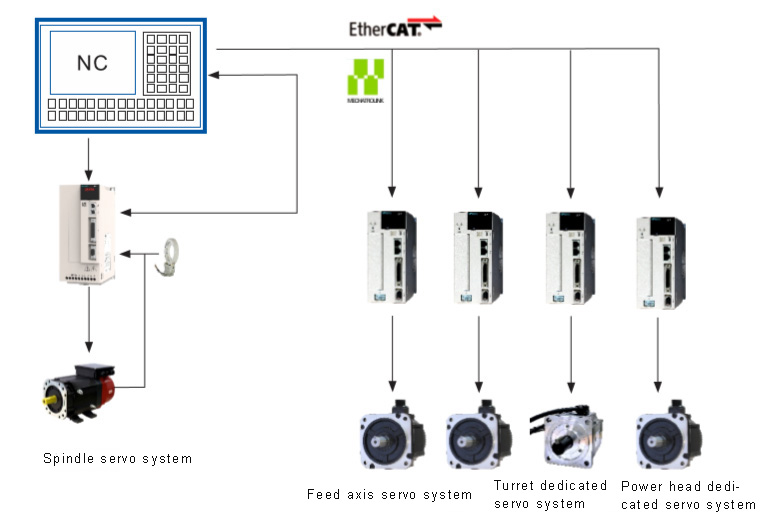
نظام سيرفو المغزل
خصائص ومتطلبات نظام محرك المغزل لمخرطة CNC:
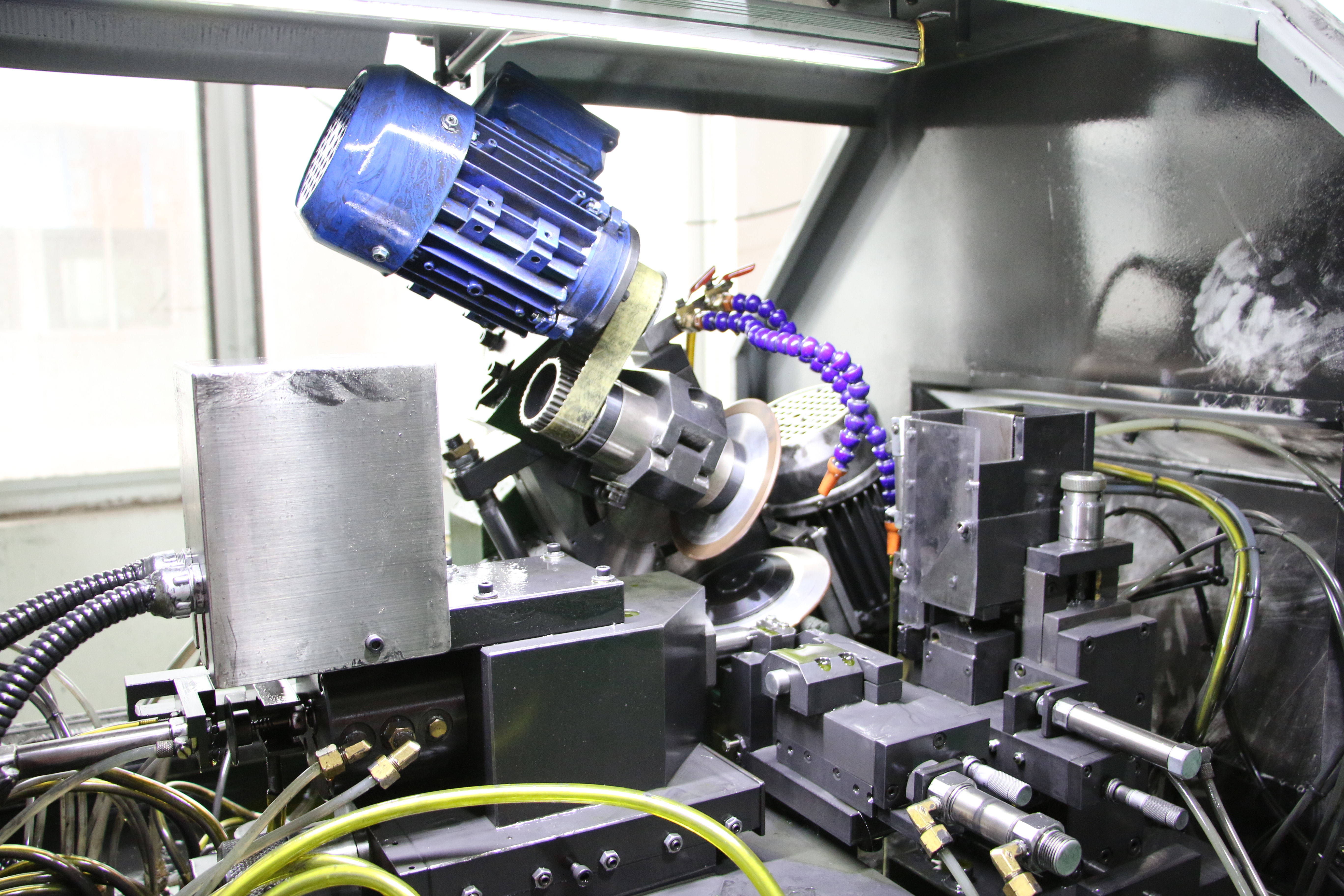
تتمثل وظيفة نظام التحكم في المغزل في قيادة المغزل وفقًا لمتطلبات البرنامج. في وضع التشغيل لمخرطة CNC، يدفع المغزل بشكل أساسي قطعة العمل للدوران، ويتعاون مع عمود محرك سيرفو التغذية لإكمال حركة القطع. دقة وضبط سرعة موضع المغزل لمخرطة CNC ليست عالية مثل دقة نظام السيرفو. لذلك، يتم استخدام المحرك غير المتزامن AC الشائع للمشغلات. نادرًا ما يتم استخدام محرك سيرفو AC المغناطيسي الدائم الباهظ الثمن. بشكل عام، يتم استخدام العاكس + محرك غير متزامن AC. "طريقة التحكم في المتجه واكتشاف سرعة المشفر." مع الترقية المستمرة للصناعة، "محرك سيرفو المغزل + محرك سيرفو المغزل + المشفر الخارجي" يتم استخدامه على نطاق واسع في آلة الطحن والتركيب CNC ذات الجسم المائل، والتي يمكن أن تلبي متطلبات تصنيع الأجزاء الدقيقة العامة وتحويل الخيوط، وتعديلها مريحة ومناسبة، وتكلفة البناء منخفضة نسبيًا. يتم استخدامه على نطاق واسع.
نظام محرك المغزل CNC
حركة المغزل لمخرطة CNC هي لنقل قوة القطع الرئيسية، وتمثل الطاقة المستهلكة حوالي 60٪ من إجمالي طاقة الماكينة. لذلك، يجب أن يتمتع نظام القيادة بقوة كافية وصلابة وعزم دوران كافٍ للحفاظ على عزم دوران كافٍ عند السرعات المنخفضة. تتطلب متطلبات سرعة المغزل المختلفة لعمليات التصنيع المختلفة، مثل تحويل الخيوط، والتخشين والتشطيب، نطاق سرعة واسع للمغزل.
نظام سيرفو المغزل يشبه أيضًا محرك سيرفو التغذية. يحتوي على ثلاث حلقات، لكن متطلبات الدقة والاستجابة ليست عالية مثل متطلبات سيرفو التغذية. بشكل عام، تم تجهيز محرك سيرفو المغزل بمشفرات ضوئية كهربائية تزايدية 2500. يتكيف المصنع مع المحول الدوار كمكون ردود فعل استجابة لحقل اهتزاز كبير نسبيًا.
نظام محرك المغزل لمخرطة CNC
هناك 3 طرق لدفع مغزل مخرطة CNC ميكانيكيًا
(1) تغيير السرعة المتدرج المجزأ. يدفع محرك المغزل المغزل للدوران من خلال محرك التروس المحدود. وضع النقل هذا مناسب لأدوات الآلة CNC الكبيرة، وخاصة للقطع القوي.
(2) التحول بواسطة حزام الدفع. يحرك محرك المغزل دوران المغزل من خلال وضع نقل الحزام المتزامن. وضع النقل هذا مناسب لأدوات الآلات CNC الصغيرة والمتوسطة الحجم، وخاصة للمناسبات ذات المتطلبات العالية لمقاومة الاهتزاز؛
(3) يتم تشغيل المحرك مباشرة. يحرك محرك المغزل دوران المغزل مباشرة من خلال الاقتران أو يستخدم المغزل الكهربائي مباشرة. طريقة النقل هذه مناسبة لأدوات الآلات CNC الصغيرة، وخاصة للتصنيع عالي الدقة.
يعد نظام المؤازرة لأدوات الآلات CNC أحد الأنظمة الرئيسية لحركة محور الآلة، بما في ذلك حركة التغذية وحركة المغزل والتحكم في الموضع. يؤثر أدائه بشكل مهم على دقة التموضع المتكررة وخصائص الاستجابة الديناميكية لأداة الآلة CNC وسرعة الحركة القصوى في النطاق الحر. في الوقت نفسه، كان لتطوير نظام المؤازرة تأثير لا يقدر بثمن على تطوير أدوات الآلات CNC.