 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng Việtحل آلة سحب الأسلاك
حل آلة سحب الأسلاك
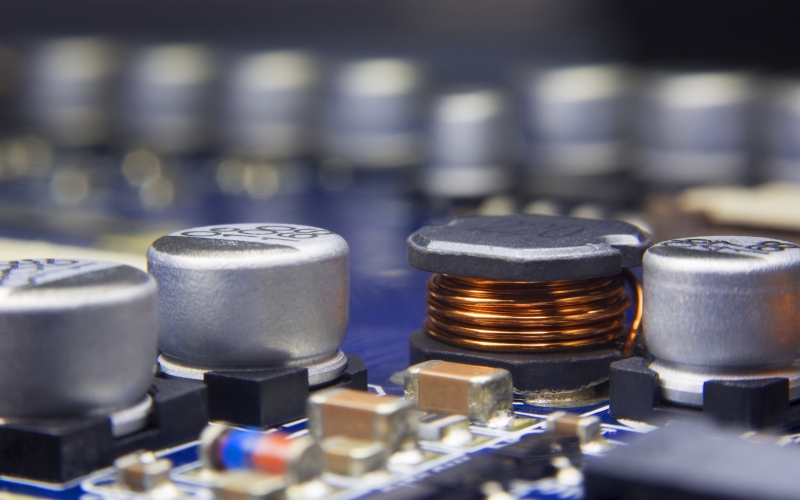
آلة سحب الأسلاك تسمى أيضًا آلة سحب السحب. آلة سحب الأسلاك هي معدات ميكانيكية مستخدمة على نطاق واسع في التطبيقات الصناعية، وهي تستخدم في تصنيع الآلات ومعالجة المعادن والبتروكيماويات والبلاستيك ومنتجات الخيزران والخشب والأسلاك والكابلات وغيرها من الصناعات.
وفقًا لاستخدامها، يمكن تقسيم آلة سحب الأسلاك إلى آلة سحب الأسلاك المعدنية (للمعالجة المسبقة للمنتجات المعدنية مثل الأجزاء القياسية)، وآلة سحب الأسلاك البلاستيكية (تستخدم في صناعة المنتجات البلاستيكية لإنتاج خيوط مجوفة أو صلبة أو مسطحة مختلفة للمعالجة العميقة للبوليستر والنايلون والبولي إيثيلين والبولي بروبيلين ورقائق البوليستر وما إلى ذلك)، وآلة سحب الأسلاك من الخيزران والخشب (تستخدم في صناعة الخيزران ومنتجات الخشب لصنع عيدان تناول الطعام وأعواد الأسنان وعصي الشواء وما إلى ذلك، وسحب الحرير الخيزراني، ومعدات خاصة لإعادة معالجة صوف الخشب). يمكن تقسيم آلة سحب الأسلاك إلى نوع مستقيم ونوع خزان مياه عن طريق التمدد. يمكن تقسيم قطر السلك إلى آلة سحب كبيرة، وآلة سحب متوسطة، وآلة سحب دقيقة، وآلة سحب دقيقة، وما إلى ذلك.

الميزات والفوائد
مقدمة
تتكون آلة سحب الأسلاك من جزأين: السحب والأسلاك. لتحسين الإنتاج والجودة وتكلفة الكابل، يتم عادةً تحويل آلة سحب الأسلاك إلى تحكم بجهد ثابت مزدوج أو متعدد التردد. في الوقت الحاضر، يعتمد معظم التحكم المتزامن بتردد متغير على وضع التحكم بمتحكم PID خارجي. من عيوب هذه الطريقة: صعوبة ضبط معلمات متحكم PID، التكلفة العالية، سهولة التلف، مشاكل التوهين والانحراف للإشارات التناظرية أثناء النقل، وارتفاع تكاليف الصيانة. استخدام محول الجهد لآلة السحب يجعل العملية أكثر سهولة، والتشغيل أسهل، والاقتصادية أفضل. يعد هذا توجهًا رئيسيًا لاستخدام آلات سحب الأسلاك. في الوقت الحالي، تُباع آلات سحب الأسلاك الخاصة بشركة VEICHI بشكل جيد في جميع أنحاء البلاد، ولها سمعة ممتازة، وقد نالت إشادة واسعة من مختلف الشركات المصنعة في مجال آلات السحب.

آلة سحب الأسلاك
مقدمة ومبدأ عمل آلة سحب الأسلاك
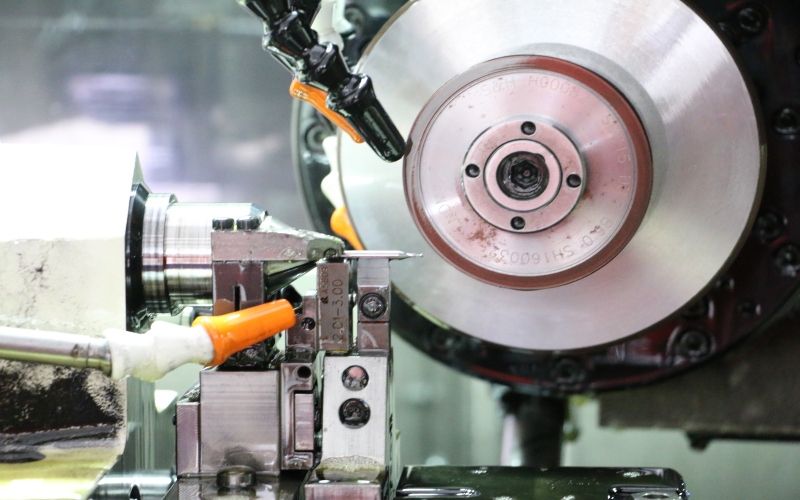
مقدمة لآلة سحب الأسلاك المستقيمة
آلة سحب الأسلاك المستقيمة هي معدات إنتاج مستمرة صغيرة تتكون من عدة رؤوس سحب. من خلال السحب الواحد تلو الآخر، يمكن للسلك أن يتم سحبه على البارد إلى المواصفات المطلوبة دفعة واحدة، وبالتالي فإن كفاءة العمل مرتفعة نسبيًا. ومع ذلك، نظرًا لتغير قطر السلك بعد كل مرحلة سحب، يجب تغيير سرعة خط العمل لكل رأس سحب. المزايا: رؤوس سحب متعددة، تحويل تردد متعدد، وضبط PID متعدد.
مبدأ عمل آلة سحب الأسلاك المستقيمة
(1) يعتمد مبدأ العمل لآلة السحب المستقيمة على التحكم في زمن تدفق المعدن لكل بكرة ليكون متساويًا.
(2) يتم الكشف عن تآكل القالب، وتذبذب سرعة المحرك، وعدم انتظام سماكة السلك وغيرها باستخدام مستشعر الإزاحة، ويتم استخدام خوارزمية PID كتعويض للسرعة.
(3) تُعطى سرعة البكرة الأخيرة كأساس رئيسي، وتُعطى السرعات الأخرى بنسبة التخفيض ونسبة النقل.

مبدأ عمل آلة سحب الأسلاك المستقيمة
مقدمة إلى آلة سحب الأسلاك من النوع المزود بخزان ماء
تُعرف آلة السحب المزودة بخزان ماء أيضًا بآلة السحب الرطبة، ويتم إجراء عملية السحب داخل خزان الماء، مما يساهم بفعالية في تبديد الحرارة الناتجة عن عملية السحب والاحتكاك بين السلك والبكرة، وتُعد مناسبة لإنتاج الأسلاك الصغيرة الحجم.
مبدأ عمل آلة سحب الأسلاك المزودة بخزان ماء
(1) يقوم المحرك الرئيسي بسحب العجلة البرجية، ويدخل السلك من الفوهة الكبيرة إلى الصغيرة لإتمام عملية السحب.
(2) يتم تحويل الشد إلى إشارة كهربائية 0-10V باستخدام مقياس الجهد المتصل بعصا الشد.
(3) يتم تقليل سرعة السحب تلقائيًا مع زيادة طول السلك للحفاظ على التوتر ثابتًا من خلال خوارزمية PID.

مبدأ عمل آلة سحب الأسلاك المزودة بخزان ماء
متطلبات عملية لمحول التردد لآلة سحب الأسلاك
(1) عزم دوران منخفض ممتاز، استجابة ديناميكية سريعة، دقة حالة مستقرة فائقة، وعدم حدوث اهتزاز.
(2) جميع خوارزميات التحكم في التوتر مدمجة في المحول، مما يتيح تنفيذ الوظائف المعقدة لآلة السحب بدون الحاجة إلى دوائر تحكم خارجية.
(3) عند بدء أو إيقاف التشغيل، لا يُسمح بانقطاع السلك، وإذا حدثت مشكلة فيجب إصدار إنذار بسرعة وتوقف طارئ.
(4) التشغيل مستقر، ولا يُسمح لعصا الشد بالاصطدام بالحدود أثناء التشغيل العادي.
(5) يتم الحفاظ على التزامن أثناء التوقف، مع الحفاظ على النسبية بين السرعات المختلفة دائمًا.
(6) المحول يحتوي على مجموعات متعددة من الإعدادات المخصصة لآلة السحب ويمكن استدعاؤها مباشرة.
ميزات محول التردد AC310 لآلة سحب الأسلاك
(1) حساب تلقائي فريد لعامل قطر اللفة
مع استمرار زيادة قطر اللفة في آلة سحب الأسلاك، يجب تقليل تردد الخرج تلقائيًا. يتم تجهيز محولات AC310 بوظيفة حساب قطر اللفة لضمان أفضل تأثير شد ثابت.
(2) زيادة معامل قطر اللفة K1
أثناء التشغيل، عندما يخرج قضيب التوازن عن المركز، يتم تفعيل وظيفة حساب معامل قطر اللفة K1 لضمان استقرار التوتر بسرعات مختلفة.
(3) طرق قوية لحساب قطر اللفة
توفر محولات AC310 طريقتين لحساب قطر اللفة: طريقة السرعة الخطية وطريقة تكامل السماكة، مما يحسن التحكم في التوتر.
(4) إعادة تعيين قطر اللفة (يدوي / تلقائي)
عند تغيير اللفة، يتم إعادة تعيين قطر اللفة لضمان التزامن بين آلة السحب واللفة الجديدة.
(5) تعويض الاحتكاك
تم دمج وحدتي تعويض الاحتكاك الثابت والمتحرك لتحسين أداء النظام.
إعدادات المعلمات الموصى بها لآلة السحب المزدوجة المزودة بخزان ماء
تصحيح أخطاء العاكس
الوحدة الرئيسية، توصيل آلة رفع الأسلاك
يتم توصيل تردد خرج العاكس المضيف من خلال منفذ الإخراج التناظري القابل للبرمجة A01 وطرف GND بمنفذ الإدخال الحالي AS وGND للعاكس المتلقي للخط؛ يتم استخدام تردد خرج العاكس المضيف كتردد تغذية أمامية لآلة رفع الأسلاك، وآلة رفع الأسلاك تعمل تعديلات PID المحسوبة داخليًا معًا لضمان ثبات شد الخط القابل للسحب.
توصيل تغذية مرتدة لأخذ الأسلاك
يتم توصيل الأطراف الثلاثة لمقياس الجهد لرافعة موازنة الشد بـ +10 فولت، وAI، وGND لعاكس الأخذ، ويتم ضبطها وفقًا لجهد التغذية المرتدة الأقصى للموضع وأقل جهد تغذية مرتدة للموضع لرافعة التأرجح [F3.06] و[F3.08] على التوالي. يمكن ضمان أن تكون قيمة ردود الفعل PID 50% عندما يكون البندول في الوضع الأوسط. يجب أن يكون مقياس ردود الفعل للتوتر مقياسًا عالي الدقة 360 درجة.
توصيلات مقاومة الفرامل
من أجل ضمان ثبات توتر خط السحب، يحتاج عاكس آلة الالتقاط إلى التسارع والتباطؤ في وقت قصير. عند تباطؤ السرعة، سيرتفع الجهد الخطي للعاكس. لضمان التشغيل الطبيعي للعاكس، يلزم وجود فرامل خارجية. لمعرفة المقاومة ومقاومة الفرامل، راجع دليل مستخدم العاكس من سلسلة AC310. يتم توصيل مقاومة الكبح بـ (+) و PB لآلة سحب الأسلاك من سلسلة AC310.
وظيفة اكتشاف انقطاع الأسلاك
عندما تكون قيمة ردود الفعل للتوتر أقل من الحد الأدنى لاكتشاف فصل PID [FF.20] أو تتجاوز الحد الأعلى لاكتشاف فصل PID [FF.21] وتستمر للوقت المحدد بواسطة [FF.24]، فإن العاكس هو [FF. 25] يتم التعامل مع طريقة الاختيار وفقًا لذلك. الحد الأدنى لإنذار السلك المكسور [FF.20]: اضبط الحد الأدنى لاكتشاف فصل PID لآلة سحب الأسلاك، تكون إشارة ردود الفعل أقل من قيمة الحد الأدنى لإنذار الفصل وتستمر [FF.24] تأخير حكم اكتشاف الفصل، ثم يُعتبر ذلك بمثابة سحب تم فصل الآلة. الحد الأعلى لإنذار الخط المكسور [FF.21]: اضبط الحد الأعلى لاكتشاف سحب الأسلاك لآلة سحب الأسلاك. تتجاوز إشارة التغذية الراجعة الحد الأعلى لإنذار انقطاع الأسلاك وتستمر [FF.24] بعد تأخير حكم اكتشاف انقطاع الأسلاك، يُعتبر أن آلة سحب الأسلاك مفصولة. تأخير حكم اكتشاف انقطاع الأسلاك [FF.24]: لتجنب الإنذارات الكاذبة.
عندما يكتشف النظام انقطاعًا، بعد أن يحدد اكتشاف الانقطاع وقت التأخير، سيبلغ عن خطأ الانقطاع. وضع تشغيل خطأ الانقطاع: 0، توقف مجاني وإنذار؛ 1، فقط إجراء طرف خطأ الانقطاع، عندما يكتشف العاكس الانقطاع، يستمر في التشغيل. في نفس الوقت، إذا تم ضبط طرف الإخراج متعدد الوظائف على خرج الفصل، يتم إخراج الإشارة الصالحة على الفور.
لتجنب الإنذار الكاذب أثناء بدء التشغيل أو إيقاف التشغيل، يمكن ضبط العاكس للعمل لفترة أطول من [FF.22] ويكون تردد خرج العاكس أعلى من تردد الضبط [FF.23].
يتم اكتشاف الفصل ويصبح العاكس حرًا في التوقف والإبلاغ عن خطأ "E.PID". إذا تم ضبط [FF.25] على 1، يتم إعادة تعيين خطأ الفصل تلقائيًا بعد وقت الضبط [FF.27].
التحكم في الفرامل
عندما يتوقف الجهاز التابع، يتم إخراج إشارة الفرامل (الإخراج من طرف الإخراج المحدد)، ويتوقف الإخراج فورًا بعد الوقت المحدد بواسطة [FF.29]. أثناء إخراج إشارة الفرامل، إذا كان أمر التشغيل صالحًا، أوقف الفرامل على الفور.























 Leave a Message
Leave a Message